
Ведущие мировые производители систем управления станками, такие, как компании Siemens, FANUC, Mitsubishi и другие, как правило, выпускают и поставляют заказчикам системы числового программного управления в комплекте с приводами подач и главного движения. Российские же производители, в большей части, свои системы ЧПУ комплектуют приводами подач и главного движения, поставляемыми из-за рубежа. Кроме того, сервоприводы отдельно широко применяются при модернизации и ремонте различного станочного оборудования, а также при изготовлении новых станков в комплекте с упрощенные системами программного управления. От значений технических характеристик и сложности выполняемых функций применяемых сервоприводов во многом зависит в целом технический уровень выпускаемых станков.
Привода подач станков прошли долгий путь своего развития: от ступенчатого регулирования с отбором мощности от общего привода, через схемы бесступенчатого регулируемого гидро и электрогидравлического привода копировальных станков и первых ЧПУ, приводов постоянного тока с тиратронными и тиристорными выпрямителями к сервоприводам переменного тока с синхронными двигателями на постоянных магнитах.
По мере технического развития менялись и требования к приводам подач для повышения качества обработки, производительности и снижения затрат на обслуживание станков. Кроме увеличения диапазона регулирования и перегрузочной способности, повышения КПД, уменьшения габаритов от приводов подач потребовались дополнительные функции.
В начале был переход от аналогового задания к цифровому, для защиты от помех и возможности полностью использовать диапазон регулирования – Fanuc начал этот переход во второй половине 80-х, что открыло новые горизонты по контролю состояния привода и его управлению. Далее, для точного удержания привода в заданной точке под нагрузкой, более быстрой реакции на возмущение, для подавления вибраций и резонансов, а также для компенсации сил трения было найдено решение - замкнуть контур позиционирования в приводе, перейдя при этом от управления скоростью к микропозиционированию (Interpolated Position Mode). Параллельно шел процесс автоматизации наладки привода от автоматического определения приведенного момента инерции, к комплексной автоматической настройке на особенности кинематики механизмов и автоматической адаптации к изменению момента инерции. В настоящее время приводы подач развиваются в сторону расширения встроенных функций диагностики как самого привода и мотора, так и механического узла, присоединенного к мотору.
Современный сервопривод подач – это сложное техническое устройство, качество работы которого нельзя оценить только по 1 или 2 параметрам. Программная функция привода может оказывать большее влияние на его работу, чем одиночная техническая характеристика, на пример:
- качественная автонастройка привода на механизм заметно снижает как пиковые, так и средние рабочие моменты.
- работающие функции учета трения и компенсации пульсаций скорости оказывают на стабильность скорости при низких подачах большее влияние, чем диапазон регулирования.
На сегодняшний день широко известные производители приводов подач, такие как Siemens, FANUC, Mitsubishi, Lenze, Panasonic и ряд других, ушли с российского рынка. Известно, что на рынке приводов подач из ведущих производителей представлены лишь комплектные сервосистемы YASKAWA (Япония) и DELTA (Тайвань).
С уходом известных производителей приводов предприятия по производству и модернизации станков столкнулись с проблемой выбора и освоения новых приводов подач, в основном китайского производства. Для облегчения выбора производителя мы подготовили таблицу сравнения характеристик и функций доступных сервоприводов подач переменного тока, которые могут быть использованы в станочном оборудовании.
Привода подач станков прошли долгий путь своего развития: от ступенчатого регулирования с отбором мощности от общего привода, через схемы бесступенчатого регулируемого гидро и электрогидравлического привода копировальных станков и первых ЧПУ, приводов постоянного тока с тиратронными и тиристорными выпрямителями к сервоприводам переменного тока с синхронными двигателями на постоянных магнитах.
По мере технического развития менялись и требования к приводам подач для повышения качества обработки, производительности и снижения затрат на обслуживание станков. Кроме увеличения диапазона регулирования и перегрузочной способности, повышения КПД, уменьшения габаритов от приводов подач потребовались дополнительные функции.
В начале был переход от аналогового задания к цифровому, для защиты от помех и возможности полностью использовать диапазон регулирования – Fanuc начал этот переход во второй половине 80-х, что открыло новые горизонты по контролю состояния привода и его управлению. Далее, для точного удержания привода в заданной точке под нагрузкой, более быстрой реакции на возмущение, для подавления вибраций и резонансов, а также для компенсации сил трения было найдено решение - замкнуть контур позиционирования в приводе, перейдя при этом от управления скоростью к микропозиционированию (Interpolated Position Mode). Параллельно шел процесс автоматизации наладки привода от автоматического определения приведенного момента инерции, к комплексной автоматической настройке на особенности кинематики механизмов и автоматической адаптации к изменению момента инерции. В настоящее время приводы подач развиваются в сторону расширения встроенных функций диагностики как самого привода и мотора, так и механического узла, присоединенного к мотору.
Современный сервопривод подач – это сложное техническое устройство, качество работы которого нельзя оценить только по 1 или 2 параметрам. Программная функция привода может оказывать большее влияние на его работу, чем одиночная техническая характеристика, на пример:
- качественная автонастройка привода на механизм заметно снижает как пиковые, так и средние рабочие моменты.
- работающие функции учета трения и компенсации пульсаций скорости оказывают на стабильность скорости при низких подачах большее влияние, чем диапазон регулирования.
На сегодняшний день широко известные производители приводов подач, такие как Siemens, FANUC, Mitsubishi, Lenze, Panasonic и ряд других, ушли с российского рынка. Известно, что на рынке приводов подач из ведущих производителей представлены лишь комплектные сервосистемы YASKAWA (Япония) и DELTA (Тайвань).
С уходом известных производителей приводов предприятия по производству и модернизации станков столкнулись с проблемой выбора и освоения новых приводов подач, в основном китайского производства. Для облегчения выбора производителя мы подготовили таблицу сравнения характеристик и функций доступных сервоприводов подач переменного тока, которые могут быть использованы в станочном оборудовании.
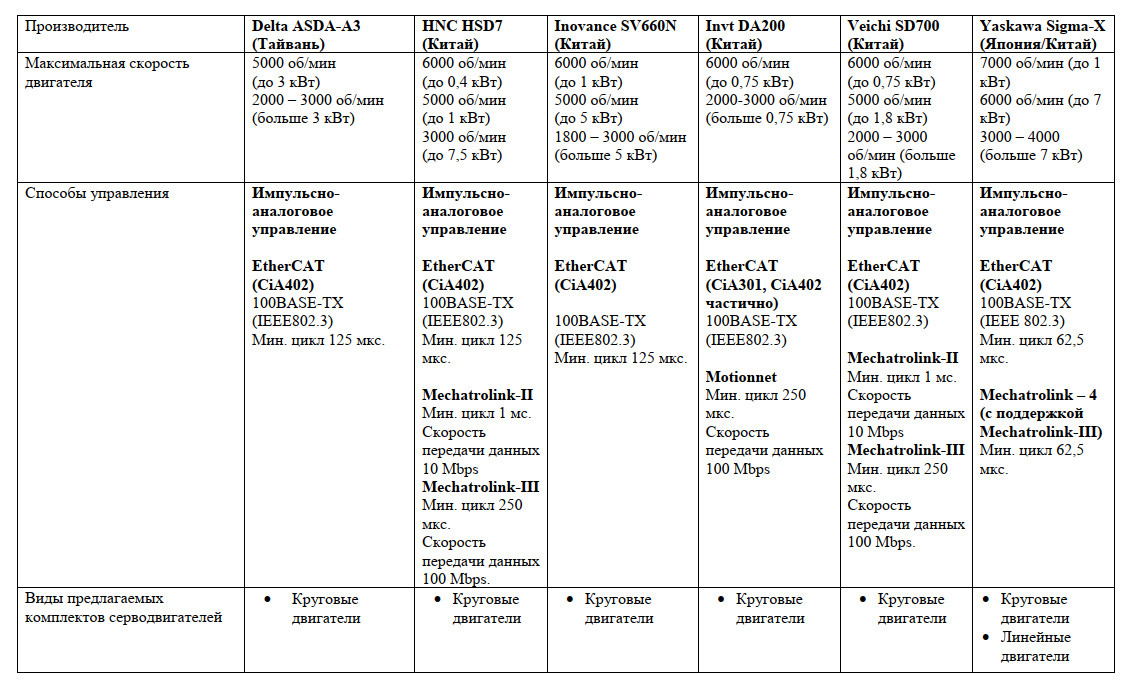
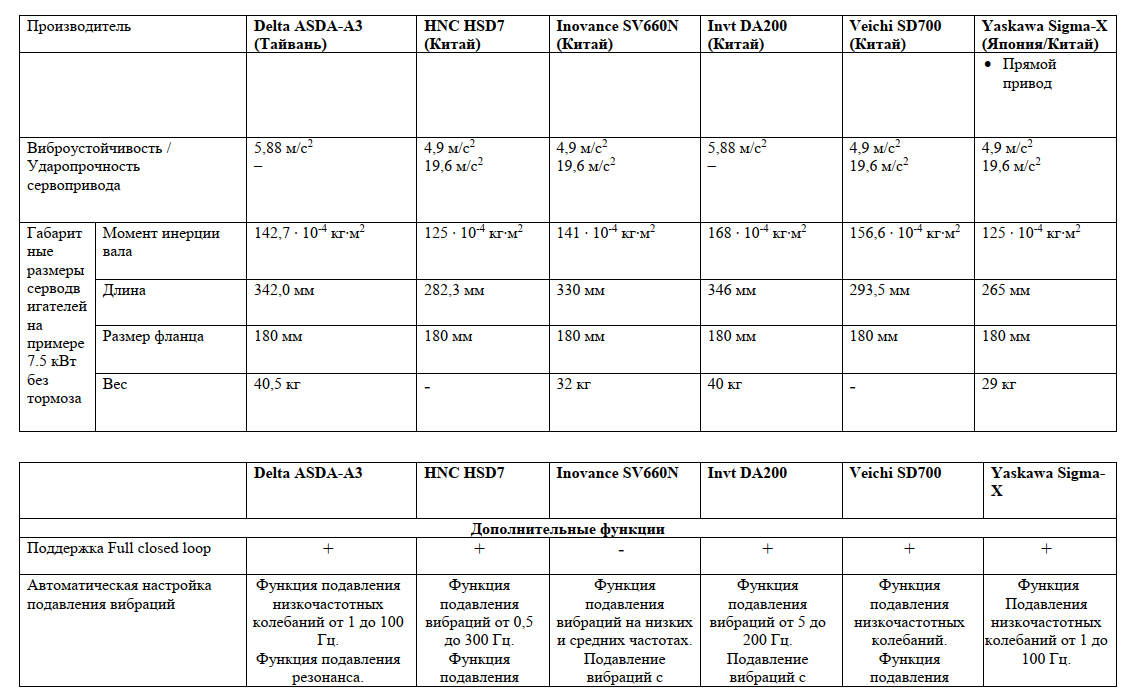
Сравнительная таблица Сервоприводов

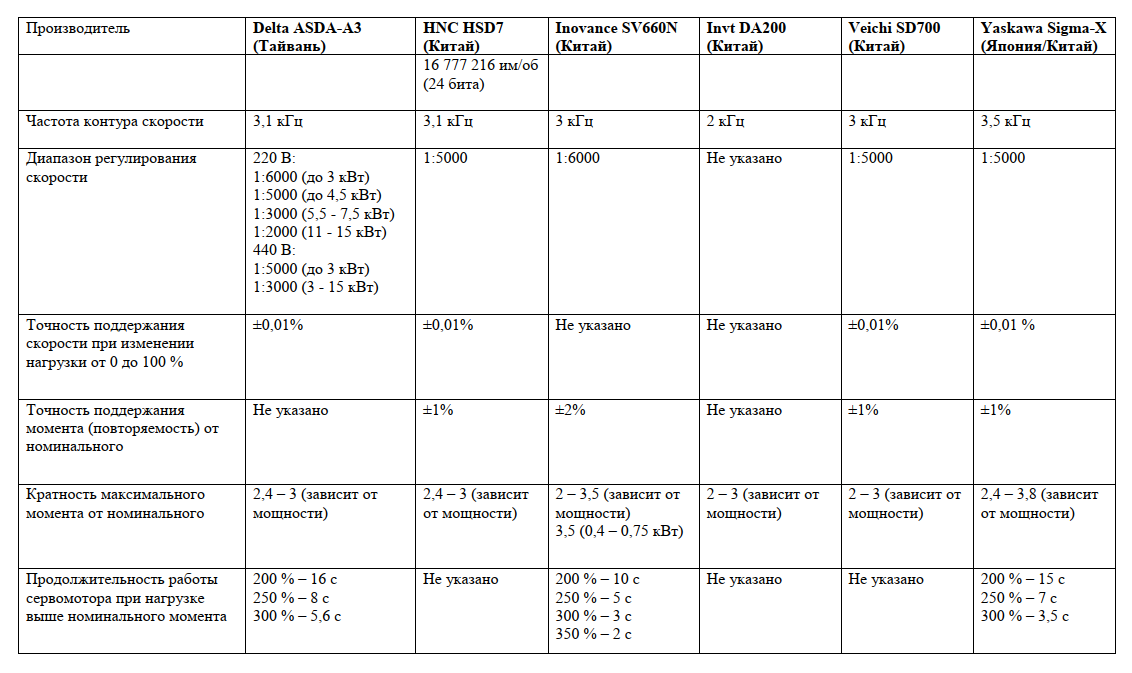
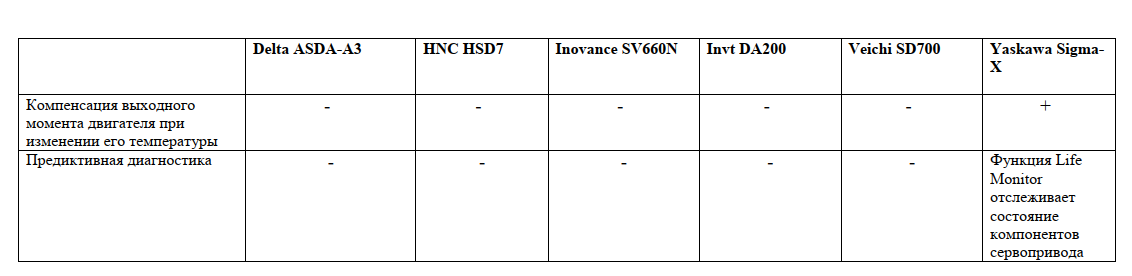
Сравнив технические характеристики и основные функции представленных в таблице сервоприводов, которые сегодня доступны к поставкам в Россию из-за рубежа, можно сделать вывод, что по ряду параметров сервоприводы Sigma-X производства компании Yaskawa превосходят другие аналоги, изготавливаемые в Тайване и Китая.
Следует особо выделить преимущества сервоприводов Sigma-X перед аналогами по такому важному параметру, как - максимальная скорость вращения вала двигателя. При этом сервоприводы производства компании Yaskawa с такой же мощностью, как у сервоприводов других производителей, имеют меньшие габаритные размеры и вес.
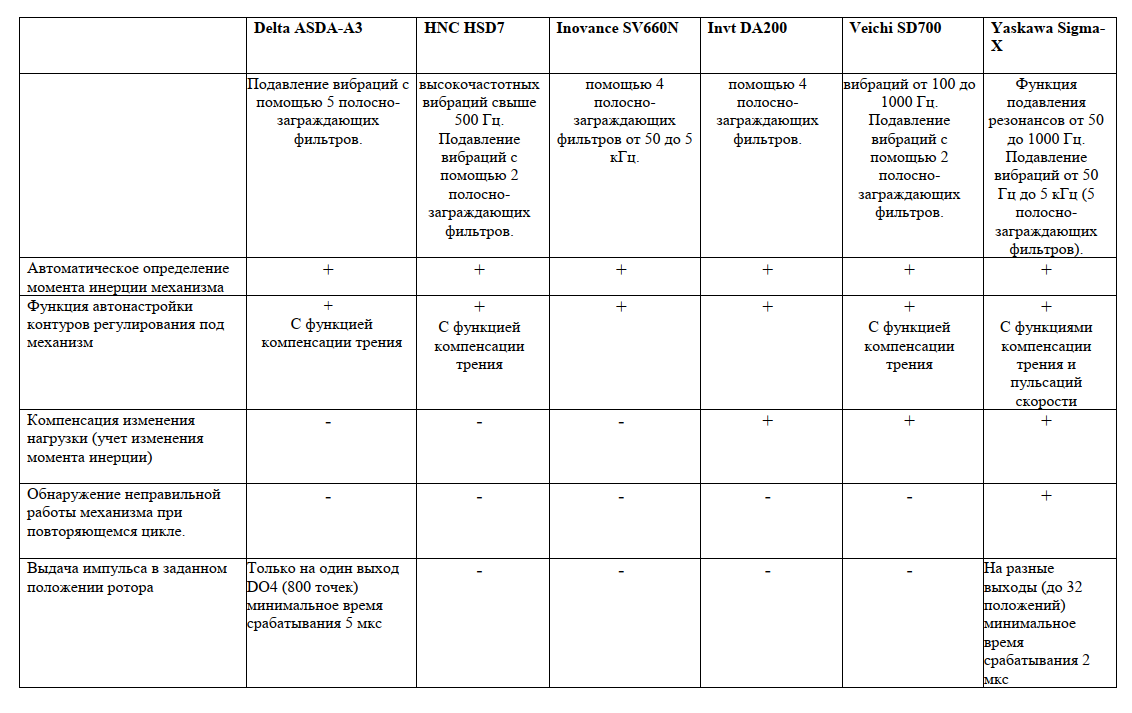
Что же касается функций, то здесь нужно отметить, что сервоприводы Sigma-X имеют несколько функций, которых нет в других сравниваемых аналогах. Это следующие функции: обнаружение неправильной работы механизма при повторяющемся цикле; компенсация выходного момента двигателя при изменении его температуры; предиктивная диагностика.
Конечно, конкретные решения по выбору тех или иных сервоприводов следует всегда делать с учетом многих других вопросов и требований, в том числе и их стоимости.
И в заключении можно сделать еще один важный вывод: главным положительным моментом является то обстоятельство, что сегодня есть, пусть небольшой, но выбор при поставке из-за рубежа сервоприводов для станочного оборудования.
Следует особо выделить преимущества сервоприводов Sigma-X перед аналогами по такому важному параметру, как - максимальная скорость вращения вала двигателя. При этом сервоприводы производства компании Yaskawa с такой же мощностью, как у сервоприводов других производителей, имеют меньшие габаритные размеры и вес.
Что же касается функций, то здесь нужно отметить, что сервоприводы Sigma-X имеют несколько функций, которых нет в других сравниваемых аналогах. Это следующие функции: обнаружение неправильной работы механизма при повторяющемся цикле; компенсация выходного момента двигателя при изменении его температуры; предиктивная диагностика.
Конечно, конкретные решения по выбору тех или иных сервоприводов следует всегда делать с учетом многих других вопросов и требований, в том числе и их стоимости.
И в заключении можно сделать еще один важный вывод: главным положительным моментом является то обстоятельство, что сегодня есть, пусть небольшой, но выбор при поставке из-за рубежа сервоприводов для станочного оборудования.