Доброго времени суток, уважаемые коллеги!
Данной статьей я продолжаю цикл статей на тему «Инновационный подход к ремонтам узлов станков с ЧПУ». И сегодня я освещу тему «Централизованный ремонт револьверных головок и приводных инструментальных блоков производства ведущих фирм».
Коротко о револьверных головках.
Современное металлорежущее оборудование оснащают автоматическими револьверными головками с приводными инструментальными блоками. Привод головки — электрический, с управлением от контроллера. Привод приводного инструмента также оснащен электродвигателем и позволяет выполнять на токарном станке фрезерные операции, что нашло широкое применение в обработке металлов резанием на станках с ЧПУ.
Револьверные головки применяется на станках с ЧПУ, как носитель инструментов в токарных, токарно-фрезерных и карусельных станках в двух видах.
Обычно головка имеет пять-шесть инструментальных гнезд, редко более восьми. Конструкция револьверных головок разнообразна, но выделяют два принципиально различающихся типа: для невращающихся (резцов, расточных пластин, блоков, сверл и других инструментов для обработки тел вращения и отверстий) и вращающихся инструментов.
Револьверная головка станка второго типа служит для установки сверл и других инструментов при обработке отверстий, не совпадающих с осью вращения заготовки (параллельных, перпендикулярных и т. д.), а также для выполнения фрезерных и других работ и оснащается механическими деталями для передачи вращения инструменту (зубчатые колеса, подшипники, муфты и др.). Револьверная головка станка должна обладать высокой жесткостью, позволяющей выполнять грубые работы и вместе с тем обеспечивать высокую точность при чистовой обработке.
Для второго типа револьверных головок принудительное вращение - от специального электродвигателя — получает только тот инструмент, который в данный момент находится в рабочей позиции (напротив заготовки). Всего на токарных станках может быть установлено две-три револьверные головки, часто в сочетании с инструментальным цепным магазином. Для обработки корпусных заготовок приводные револьверные головки применяют только в комбинации с магазинами. Револьверная головка станка с чпу, в этом случае, имеет две позиции: рабочая, служит для вращения работающего инструмента и диаметрально противоположная — для смены отработавшего. Автоматическая смена инструмента на станках с ЧПУ, закрепленных в стандартных оправках, из магазина в гнездо головки и обратно выполняется автооператором во время работы станка.
В 2010 году на предприятии сложилась тяжелая обстановка с качеством ремонта револьверных головок с приводными блоками и самих инструментальных блоков производства фирм PRAGATI, DUPLOMATIC, SAUTER, BARUFFALDI.
На тот период предприятие использовало более 150 револьверных головок с приводными блоками импортного производства. Необходимо было срочно менять методы ремонта, то есть уходить от ремонтов силами ремонтных бюро и переходить к ремонту револьверных головок на хорошо оснащенных централизованных специализированных участках по разработанным технологиям. И такой участок в структуре Технического центра мы создали в 2012 году. Он был полностью оснащен оборудованием, стендами и измерительными инструментами. Ремонтные работы по восстановлению работоспособности револьверных головок разделились между ремонтными бюро и ремонтниками централизованного участка:
В условиях санкционных ограничений страна живет уже больше года. Тем не менее, многие вопросы продолжают оставаться открытыми, а некоторые только обострились.
В связи с этим особенно полезен опыт решения комплекса задач по обеспечению работоспособности оборудования с ЧПУ в соответствии с паспортными данными, особенно работоспособность импортных револьверных головок с приводными инструментальными блоками, установка которых на станки с ЧПУ является одним из направлений проводимого на предприятии капитального ремонта с глубокой модернизацией оборудования с ЧПУ.
Широкое применение при эксплуатации станков с ЧПУ получили револьверные головки с приводными инструментальными блоками производства фирм Pragati, Baruffaldi, Duplomatic и Sauter.
Немного о револьверных головках с приводными инструментальными блоками производства фирм PRAGATI, DUPLOМATIC, SAUTER, BARUFFALDI, которым мы проводим капитальный ремонт.
На нижерасположенном рисунке показаны образцы этих головок.
Данной статьей я продолжаю цикл статей на тему «Инновационный подход к ремонтам узлов станков с ЧПУ». И сегодня я освещу тему «Централизованный ремонт револьверных головок и приводных инструментальных блоков производства ведущих фирм».
Коротко о револьверных головках.
Современное металлорежущее оборудование оснащают автоматическими револьверными головками с приводными инструментальными блоками. Привод головки — электрический, с управлением от контроллера. Привод приводного инструмента также оснащен электродвигателем и позволяет выполнять на токарном станке фрезерные операции, что нашло широкое применение в обработке металлов резанием на станках с ЧПУ.
Револьверные головки применяется на станках с ЧПУ, как носитель инструментов в токарных, токарно-фрезерных и карусельных станках в двух видах.
Обычно головка имеет пять-шесть инструментальных гнезд, редко более восьми. Конструкция револьверных головок разнообразна, но выделяют два принципиально различающихся типа: для невращающихся (резцов, расточных пластин, блоков, сверл и других инструментов для обработки тел вращения и отверстий) и вращающихся инструментов.
Револьверная головка станка второго типа служит для установки сверл и других инструментов при обработке отверстий, не совпадающих с осью вращения заготовки (параллельных, перпендикулярных и т. д.), а также для выполнения фрезерных и других работ и оснащается механическими деталями для передачи вращения инструменту (зубчатые колеса, подшипники, муфты и др.). Револьверная головка станка должна обладать высокой жесткостью, позволяющей выполнять грубые работы и вместе с тем обеспечивать высокую точность при чистовой обработке.
Для второго типа револьверных головок принудительное вращение - от специального электродвигателя — получает только тот инструмент, который в данный момент находится в рабочей позиции (напротив заготовки). Всего на токарных станках может быть установлено две-три револьверные головки, часто в сочетании с инструментальным цепным магазином. Для обработки корпусных заготовок приводные револьверные головки применяют только в комбинации с магазинами. Револьверная головка станка с чпу, в этом случае, имеет две позиции: рабочая, служит для вращения работающего инструмента и диаметрально противоположная — для смены отработавшего. Автоматическая смена инструмента на станках с ЧПУ, закрепленных в стандартных оправках, из магазина в гнездо головки и обратно выполняется автооператором во время работы станка.
В 2010 году на предприятии сложилась тяжелая обстановка с качеством ремонта револьверных головок с приводными блоками и самих инструментальных блоков производства фирм PRAGATI, DUPLOMATIC, SAUTER, BARUFFALDI.
На тот период предприятие использовало более 150 револьверных головок с приводными блоками импортного производства. Необходимо было срочно менять методы ремонта, то есть уходить от ремонтов силами ремонтных бюро и переходить к ремонту револьверных головок на хорошо оснащенных централизованных специализированных участках по разработанным технологиям. И такой участок в структуре Технического центра мы создали в 2012 году. Он был полностью оснащен оборудованием, стендами и измерительными инструментами. Ремонтные работы по восстановлению работоспособности револьверных головок разделились между ремонтными бюро и ремонтниками централизованного участка:
- Работы по восстановлению геометрии револьверных головок относительно оси шпинделя, произошедших из-за длительной эксплуатации, выполнения планово-предупредительных ремонтов и столкновений револьверных головок с шпинделем выполняются силами ремонтных бюро.
- Работы по ремонту самой револьверной головки выполняются только на централизованном специализированном участке.
В условиях санкционных ограничений страна живет уже больше года. Тем не менее, многие вопросы продолжают оставаться открытыми, а некоторые только обострились.
В связи с этим особенно полезен опыт решения комплекса задач по обеспечению работоспособности оборудования с ЧПУ в соответствии с паспортными данными, особенно работоспособность импортных револьверных головок с приводными инструментальными блоками, установка которых на станки с ЧПУ является одним из направлений проводимого на предприятии капитального ремонта с глубокой модернизацией оборудования с ЧПУ.
Широкое применение при эксплуатации станков с ЧПУ получили револьверные головки с приводными инструментальными блоками производства фирм Pragati, Baruffaldi, Duplomatic и Sauter.
Немного о револьверных головках с приводными инструментальными блоками производства фирм PRAGATI, DUPLOМATIC, SAUTER, BARUFFALDI, которым мы проводим капитальный ремонт.
На нижерасположенном рисунке показаны образцы этих головок.

На многооперационных токарных центрах устанавливаются револьверные головки с приводным механизмом в двух исполнениях - с вертикальной и горизонтальной осью вращения.
На нижерасположенном рисунке показаны схемы совмещения переходов обработки с использованием револьверных головок с вертикальной и горизонтальной осями вращения.
На нижерасположенном рисунке показаны схемы совмещения переходов обработки с использованием револьверных головок с вертикальной и горизонтальной осями вращения.

На нижерасположенном рисунке показана револьверная головка с основными узлами.
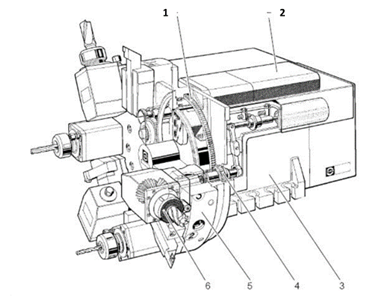
- Цилиндрическая зубчатая передача
- Приводной двигатель инструмента
- Базовая револьверная головка
- Сопряжение с инструментом
- Инструментальный диск
- Инструмент
Приводной двигатель может располагаться в зависимости от цели применения сбоку относительно рабочей позиции или сверху, на корпусе револьверной головки.
На нижерасположенном рисунке показана схема револьверной головки с встроенным приводом вращающегося инструмента и блоком для вращающегося инструмента.

Создание центрованного специализированного участка по ремонту револьверных головок с приводными инструментальными блоками
Начало работ по созданию участка начинается с разработки технологической планировки и подбора площадей.
На нижерасположенном рисунке показана разработанная Техническим центром технологическая планировка централизованного специализированного участка по ремонту револьверных головок с встроенными приводами вращающегося инструмента и инструментальными блоками для вращающегося инструмента на площади 60 кв. метров.
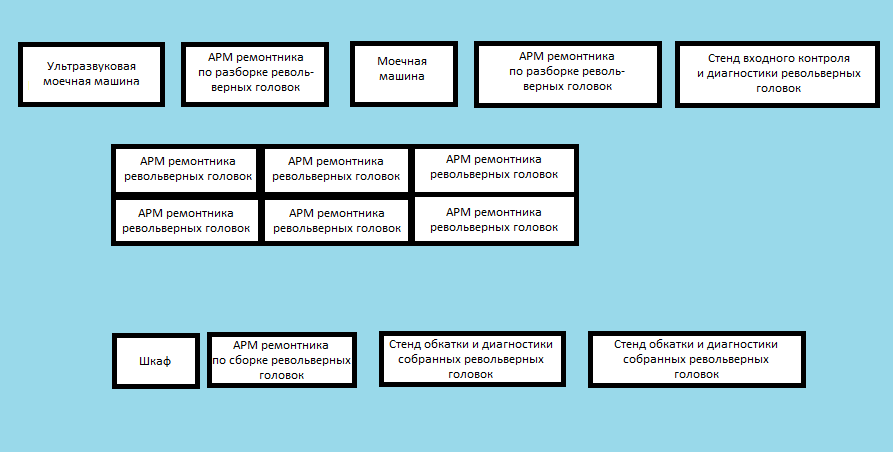
Состав оборудования на участке




Кроме вышеуказанного технологического оборудования Технический центр использует оборудование основных цехов, такое как высокоточные зубофрезерные, зубошлифовальные станки, координатно-измерительные машины, лазерные 3-Д, 5-Д сканеры.
Наше предприятие более 15 лет занимается капитальным ремонтом револьверных головок для станков с ЧПУ на централизованном специализированном участке. В настоящее время нами полностью освоена технология ремонта револьверных головок с приводными блоками и самих инструментальных блоков. Капитальный ремонт включает в себя замену или восстановление всех изношенных деталей, резинотехнических изделий, электродвигателей и подшипников, доработку корпусных деталей, установку тормозного узла для гашения ударов и кронштейна поддержки, устранение дефекта "отскока". После испытаний все револьверные головки в течение 16 часов обкатываются на технологических стендах под нагрузкой. В настоящее время нами полностью освоена технология капитального ремонта всех отечественных и импортных револьверных головок для станков с ЧПУ производства фирм Pragati, Baruffaldi, Duplomatic и Sauter, что позволило дать «вторую жизнь» старым револьверным головкам.
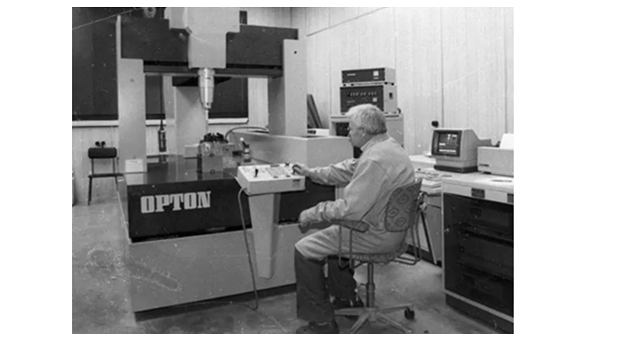
В настоящее время, одним из перспективных направлений в ремонтном производстве по восстановлению старых и изготовлению новых деталей являются аддитивные технологии (Аддитивные технологии, или Additive Manufacturing предполагают восстановление и изготовление деталей по данным цифровой модели (или CAD-модели) методом послойного добавления материала. Это принципиальное отличие от традиционных технологий производства) и 3-Д сканирование. Так, при измерении дефектной детали с помощью 3-Д сканера координатной измерительной машины модели OPTON WMM 850 мы определяли величину износа поверхности деталей и зубьев шестерен. На нижерасположенном рисунке показана координатная измерительная машина модели OPTON WMM 850 (рис. 5.)
Капитальный ремонт револьверных головок к токарным станкам с ЧПУ
Наше предприятие более 15 лет занимается капитальным ремонтом револьверных головок для станков с ЧПУ на централизованном специализированном участке. В настоящее время нами полностью освоена технология ремонта револьверных головок с приводными блоками и самих инструментальных блоков. Капитальный ремонт включает в себя замену или восстановление всех изношенных деталей, резинотехнических изделий, электродвигателей и подшипников, доработку корпусных деталей, установку тормозного узла для гашения ударов и кронштейна поддержки, устранение дефекта "отскока". После испытаний все револьверные головки в течение 16 часов обкатываются на технологических стендах под нагрузкой. В настоящее время нами полностью освоена технология капитального ремонта всех отечественных и импортных револьверных головок для станков с ЧПУ производства фирм Pragati, Baruffaldi, Duplomatic и Sauter, что позволило дать «вторую жизнь» старым револьверным головкам.
Аддитивные технологии в ремонтном производстве
В настоящее время, одним из перспективных направлений в ремонтном производстве по восстановлению старых и изготовлению новых деталей являются аддитивные технологии (Аддитивные технологии, или Additive Manufacturing предполагают восстановление и изготовление деталей по данным цифровой модели (или CAD-модели) методом послойного добавления материала. Это принципиальное отличие от традиционных технологий производства) и 3-Д сканирование. Так, при измерении дефектной детали с помощью 3-Д сканера координатной измерительной машины модели OPTON WMM 850 мы определяли величину износа поверхности деталей и зубьев шестерен. На нижерасположенном рисунке показана координатная измерительная машина модели OPTON WMM 850 (рис. 5.)
3-Д, 5-Д печать в ремонтном производстве
3D-печать выгодна для единичного или мелкосерийного производства. Особенно она стала востребована в России в связи с необходимостью изготовления запчастей для оборудования, производители которого ушли с российского рынка. Более того, выяснилось, что даже в случае наличия запчастей на рынке (шестерёнок и прочего), многие из них всё равно дешевле произвести на 3D-принтере, чем купить. Так что при наличии определённого количества станков, 3D-принтер может сравнительно быстро окупиться.
На рисунке 6 показана 3-Д принтер модели Ender S13.

В 5D-принтере помимо движущейся в двух плоскостях печатающей головки и опускающегося стола, этот стол также вращается вокруг своей оси и наклоняется. Это позволяет наносить не только плоские слои, но и изогнутые в объёме, что повышает вертикальную прочность детали (она не разламывается по слоям) и позволяет при необходимости делать боковые края детали плавными, что зачастую освобождает её от дальнейшей механической обработки.
В зависимости от количества подвижных осей, существуют 4D-принтеры, а также шести - (6D) и даже восьмикоординатные (8D).
Используя 3-Д и 5-Д технологии мы можем изготавливать детали различной и сложности, производство которых обычным способом заняло бы недели и даже месяцы, и при этом качество изготовления и точность возрастает в разы.
Понимая суть неисправности, мы сможем изменить и доработать конструкцию деталей и самого узла.
Так, при измерении дефектной детали с помощью 3-Д сканера координатной измерительной машины модели OPTON WMM 850 (см. рис.5) мы определяли величину износа поверхности деталей и зубьев шестерен. А с помощью 3-Д принтера модели Ender S13 (см. рис. 6), мы восстанавливали или изготавливали новую деталь с учетом неравномерности износа поверхности детали.
К преимуществам данного способа восстановления и изготовления изношенных деталей можно отнести следующее:
Дополнительное оборудование, которое мы используем при ремонте револьверных головок на централизованном участке:
В зависимости от количества подвижных осей, существуют 4D-принтеры, а также шести - (6D) и даже восьмикоординатные (8D).
Порядок изготовления детали на 3-Д принтере в техническом центре ТОиР оборудования с ЧПУ
- Подготавливаем техническое задание (ТЗ) для 3-Д, 5-Д принтеров для печати деталей.
- Отправляем ТЗ в отдел аддитивных технологий для проработки технологического процесса печати подобранной номенклатуры деталей.
- Составляем модель детали, используя сканер или координатную измерительную машину со сканирующей головкой для сканирования старой детали.
- Изготавливаем тестовую деталь.
- Проводим тестирование полученной детали на узле с последующей доработкой.
Используя 3-Д и 5-Д технологии мы можем изготавливать детали различной и сложности, производство которых обычным способом заняло бы недели и даже месяцы, и при этом качество изготовления и точность возрастает в разы.
Понимая суть неисправности, мы сможем изменить и доработать конструкцию деталей и самого узла.
Так, при измерении дефектной детали с помощью 3-Д сканера координатной измерительной машины модели OPTON WMM 850 (см. рис.5) мы определяли величину износа поверхности деталей и зубьев шестерен. А с помощью 3-Д принтера модели Ender S13 (см. рис. 6), мы восстанавливали или изготавливали новую деталь с учетом неравномерности износа поверхности детали.
К преимуществам данного способа восстановления и изготовления изношенных деталей можно отнести следующее:
- повышение точности измерения за счет исключения человеческого фактора;
- возможность восстановления деталей сложной геометрической формы;
- точность нанесения слоя восстанавливающего материала в местах износа с учетом геометрических особенностей поверхности.
Дополнительное оборудование, которое мы используем при ремонте револьверных головок на централизованном участке:


На этом я заканчиваю первую часть данной статьи. Продолжение в следующей статье, где мы рассмотрим сам процесс ремонта револьверной головки.