Одним из путей повышения эффективности использования станков с ЧПУ является применение поворотных столов, обеспечивающих обработку максимального числа поверхностей деталей с одного установа.
Развитие и совершенствование конструкций станков с ЧПУ привело к появлению многоцелевых станков, которые объединили в себе эксплуатационные качества целого ряда станков обычного исполнения. Многоцелевые станки в настоящее время являются одной из наиболее динамично развивающихся концепций металлообработки и наиболее востребованы предприятиями машиностроения. Сочетание пятикоординатной обработки с поворотными столами и автоматической сменой инструмента позволяет выполнять множество сложных технологических операций.
В станках с ЧПУ широко применяют различные механизмы периодического поворота с последующей фиксацией положения поворачиваемых узлов. К таким узлам относят:
– поворотные инструментальные шпиндели с регулируемым углом наклона, которые можно использовать с большинством типов режущего инструмента;
– позиционные столы для периодического подвода закрепленных на них заготовок к различным инструментам или в рабочую зону станка;
– силовые столы для передачи крутящего момента заготовке.
Съемные поворотные столы для станка с ЧПУ добавляют ему дополнительные оси: одну, две, три, а иногда даже четыре оси, что позволяет значительно увеличить технологические возможности станка и обрабатывать детали со сложными формами без останова. Поворотный стол чаще всего имеет управление от ЧПУ, что позволяет использовать режим круговой одновременной интерполяции.
Поворотные столы бывают с различными типами и приводами вращения:
-червячная передача, зуб Хирта,
-роликово-червячная передача,
-прямой привод,
-планетарная передача.
При работе металлообрабатывающего станка поворотный стол изнашивается, из-за чего оборудование теряет точность. Трудоёмкость работ по восстановлению зависит от степени износа.
При ремонте восстанавливается геометрия поворотного стола, производится замена изношенных передач, приводов, подшипников и электронной части.
В результате проделанной работы производство получает поворотный стол, рабочие характеристики которого – перемещение заготовки в продольном, поперечном, вертикальном положении и установка требуемого угла наклона – сравнимы с новым оборудованием.
Практика нашей работы показывает, что недостаточно просто купить станок, оснащенный поворотным столом или купить накладной поворотный стол. Необходимо еще организовать его ТОиР.
Съемные поворотные столы — это технически сложная технологическая оснастка. Выход из строя может произойти как на механическом уровне, так и на уровне электроники, гидравлики и пневматики.
Самые распространённые причины поломки стола:
• удар шпинделем или инструментом в заготовку или сам стол,
• нагрузка, превышающая рекомендованную заводом-производителем,
• «грязное» производство или применение агрессивных технологических жидкостей,
• выход из строя электрооборудования,
• физическое повреждение питающих кабелей и т.д.
Технический центр выполнял и выполняет работы по ТОиР управляемых и ручных поворотных столов для многооперационных станков с ЧПУ:
-силами ремонтных бюро отдела ТОиР оборудования с ЧПУ проводит работы по техническому обслуживанию, диагностике первой ступени, несложные аварийные ремонты;
-силами централизованного специализированного участка по ремонту поворотных столов отдела капитального ремонта станков с ЧПУ, бюро диагностики и конструкторскими бюро конструкторского отдела проводит сложный аварийный и капитальный ремонты.
Полученный опыт и имеющееся оснащение централизованного специализированного участка по ТОиР поворотных столов позволило Техническому центру проводить ТОиР поворотных столов различных мировых и отечественных производителей.
Узлы и комплектующие, наиболее часто требующие замены и ремонта:
Развитие и совершенствование конструкций станков с ЧПУ привело к появлению многоцелевых станков, которые объединили в себе эксплуатационные качества целого ряда станков обычного исполнения. Многоцелевые станки в настоящее время являются одной из наиболее динамично развивающихся концепций металлообработки и наиболее востребованы предприятиями машиностроения. Сочетание пятикоординатной обработки с поворотными столами и автоматической сменой инструмента позволяет выполнять множество сложных технологических операций.
В станках с ЧПУ широко применяют различные механизмы периодического поворота с последующей фиксацией положения поворачиваемых узлов. К таким узлам относят:
– поворотные инструментальные шпиндели с регулируемым углом наклона, которые можно использовать с большинством типов режущего инструмента;
– позиционные столы для периодического подвода закрепленных на них заготовок к различным инструментам или в рабочую зону станка;
– силовые столы для передачи крутящего момента заготовке.
Съемные поворотные столы для станка с ЧПУ добавляют ему дополнительные оси: одну, две, три, а иногда даже четыре оси, что позволяет значительно увеличить технологические возможности станка и обрабатывать детали со сложными формами без останова. Поворотный стол чаще всего имеет управление от ЧПУ, что позволяет использовать режим круговой одновременной интерполяции.
Поворотные столы бывают с различными типами и приводами вращения:
-червячная передача, зуб Хирта,
-роликово-червячная передача,
-прямой привод,
-планетарная передача.
Диагностика и ремонт поворотных столов
При работе металлообрабатывающего станка поворотный стол изнашивается, из-за чего оборудование теряет точность. Трудоёмкость работ по восстановлению зависит от степени износа.
При ремонте восстанавливается геометрия поворотного стола, производится замена изношенных передач, приводов, подшипников и электронной части.
В результате проделанной работы производство получает поворотный стол, рабочие характеристики которого – перемещение заготовки в продольном, поперечном, вертикальном положении и установка требуемого угла наклона – сравнимы с новым оборудованием.
Практика нашей работы показывает, что недостаточно просто купить станок, оснащенный поворотным столом или купить накладной поворотный стол. Необходимо еще организовать его ТОиР.
Съемные поворотные столы — это технически сложная технологическая оснастка. Выход из строя может произойти как на механическом уровне, так и на уровне электроники, гидравлики и пневматики.
Самые распространённые причины поломки стола:
• удар шпинделем или инструментом в заготовку или сам стол,
• нагрузка, превышающая рекомендованную заводом-производителем,
• «грязное» производство или применение агрессивных технологических жидкостей,
• выход из строя электрооборудования,
• физическое повреждение питающих кабелей и т.д.
Техническое обслуживание и капитальный
ремонт поворотных столов станков с ЧПУ
Технический центр выполнял и выполняет работы по ТОиР управляемых и ручных поворотных столов для многооперационных станков с ЧПУ:
-силами ремонтных бюро отдела ТОиР оборудования с ЧПУ проводит работы по техническому обслуживанию, диагностике первой ступени, несложные аварийные ремонты;
-силами централизованного специализированного участка по ремонту поворотных столов отдела капитального ремонта станков с ЧПУ, бюро диагностики и конструкторскими бюро конструкторского отдела проводит сложный аварийный и капитальный ремонты.
Полученный опыт и имеющееся оснащение централизованного специализированного участка по ТОиР поворотных столов позволило Техническому центру проводить ТОиР поворотных столов различных мировых и отечественных производителей.
Узлы и комплектующие, наиболее часто требующие замены и ремонта:
- червячная пара,
- подшипники,
- уплотнения,
- манжеты.
Порядок выполнения работ по техническому обслуживанию и капитальному ремонту
поворотных столов станков с ЧПУ:
- диагностика причин отказа штатной работы;
- проведение технического обслуживания поворотного стола;
- изучение истории отказов поворотного стола;
- изучение тренда развития дефектов узлов поворотного стола;
- демонтаж поворотного стола со станка;
- разборка поворотного стола (при необходимости);
- составление дефектной ведомости;
- подбор аналогичных запасных частей (при необходимости);
- приобретение запасных частей либо их восстановление;
- сборка поворотного стола с новыми запасными частями;
- монтаж поворотного стола на станке;
- технологические испытания;
- ввод в эксплуатацию.
1. Проводим диагностику технического состояния поворотного стола на станке, используя систему удаленного мониторинга и приборы вибродиагностики.
2. Используем АРМ ремонтника для:
-получения технической документации на данный поворотный стол;
-получения технологического процесса на ТОиР поворотного стола;
- получения информации о причинах выхода из строя поворотных столов, используя историю отказов;
- получения информации о динамики развития дефекта подшипника и червячной пары поворотного стола;
-получения информации о о заводах-изготовителях и поставщиках поворотных столов;
- получения консультаций от конструкторов, технологов и более опытных специалистов.
3. Отстыковываем кабели от электродвигателя и энкодера.

4. Проводим демонтаж поворотного стола со станка силами работников ремонтного бюро отдела ТОиР оборудования с ЧПУ.
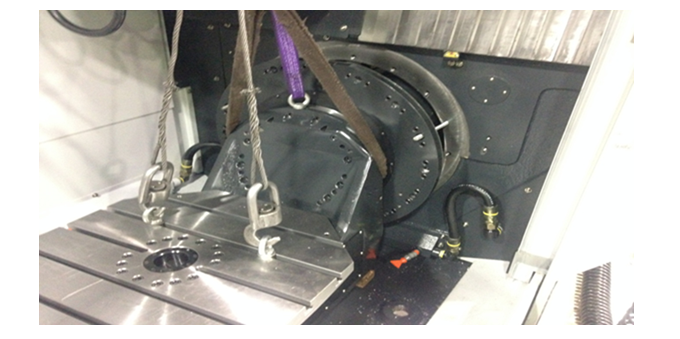
Зачал производится при помощи 2 сухарей и верхнего отверстия под рым-болт. В качестве страховки необходимо использовать обхватывающую чалку.
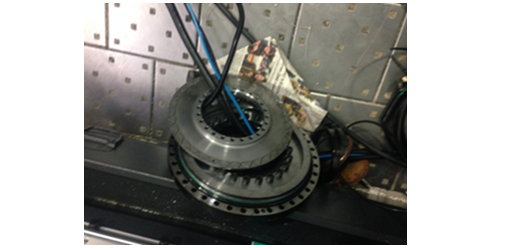
5. Ремонтники бюро ремонта транспортируют поворотный стол на участок централизованного ремонта.
6. На участке централизованного ремонта устанавливаем поворотный стол на рабочее место.
7. Проводим входной визуальный контроль и диагностику технического состояния поворотного стола, с выдачей протокола измерений.
8. Проводим работы по разборке поворотного стола.
8.1. Проводим демонтаж вала энкодера.
Посадка данного вала очень свободная. Рекомендую поставить несколько меток, для выставления при сборке.
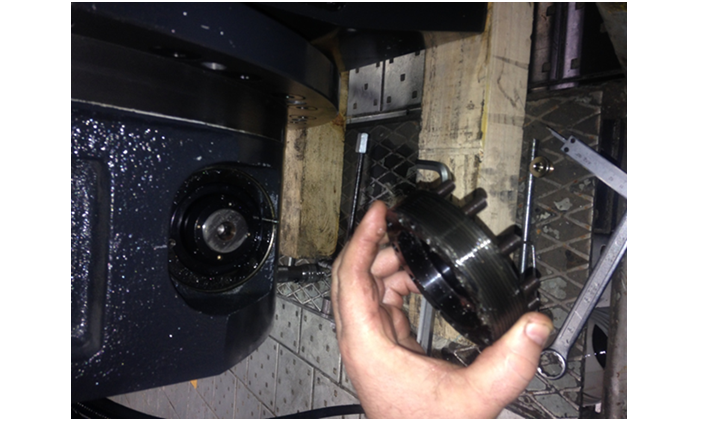
8.2. Демонтаж тормозного диска, который крепится болтами по окружности.
5. Ремонтники бюро ремонта транспортируют поворотный стол на участок централизованного ремонта.
6. На участке централизованного ремонта устанавливаем поворотный стол на рабочее место.
7. Проводим входной визуальный контроль и диагностику технического состояния поворотного стола, с выдачей протокола измерений.
8. Проводим работы по разборке поворотного стола.
8.1. Проводим демонтаж вала энкодера.
Посадка данного вала очень свободная. Рекомендую поставить несколько меток, для выставления при сборке.
8.2. Демонтаж тормозного диска, который крепится болтами по окружности.
8.3. Демонтаж червячной пары. (Червячная пара разбирается с червяка).
8.3.1. Демонтаж приводного шкива проводим при помощи съемника.
8.3.2. Демонтаж задней опоры и червяка.
Задняя опора имеет внешнюю резьбу и вкручена в корпус стола. Задняя опора состоит из двух частей.
8.3.1. Демонтаж приводного шкива проводим при помощи съемника.
8.3.2. Демонтаж задней опоры и червяка.
Задняя опора имеет внешнюю резьбу и вкручена в корпус стола. Задняя опора состоит из двух частей.
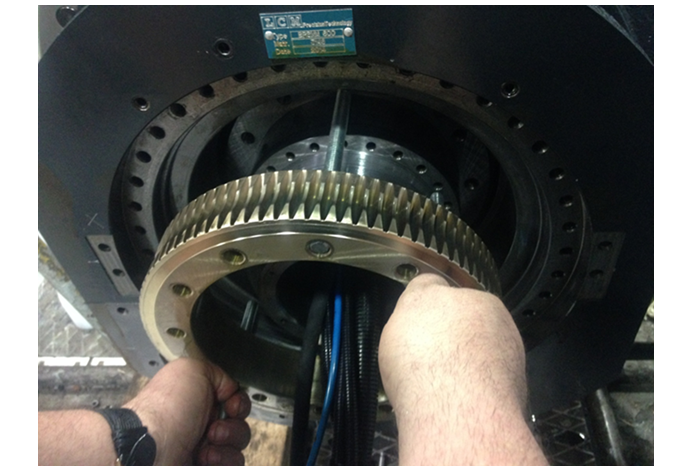
8.4. Демонтаж червячного вала

8.5. Демонтаж червячного колеса.
8.6. Проверка червячного колеса на пятно контакта при помощи синьки. При разведении синьки в масле, полученная смесь очень хорошо ложиться на металл и оставляет след на контактирующей поверхности.
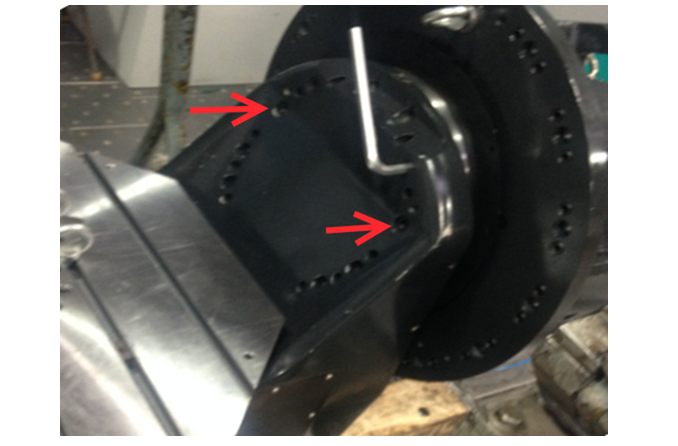
8.7. Демонтаж шпинделя оси А с корпусом крепления в сборе. Стол крепится на болты по окружности и штифтуется 2 штифтами (указаны на фото стрелками).
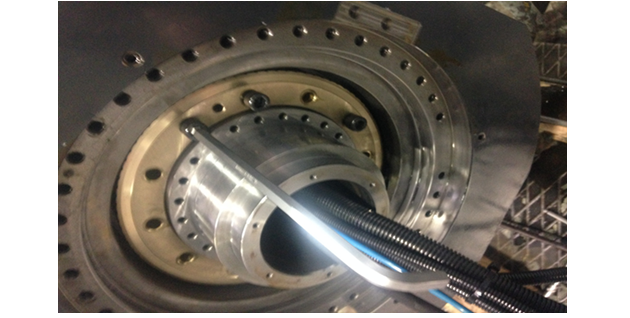
8.8. Демонтаж защитного фланца подшипника.
Для защиты подшипника от картерного масла применено круглое резиновое кольцо, которое находится в посадочном фланце подшипника. Посадка очень тугая и дает очень большое сопротивление.
8.9. Проверка биения шпинделя. Биение 0.01 мм. Вращение шпинделя тугое, необходимо большое усилие.
8.10. Демонтаж шпинделя оси А из корпуса. Удаление болтов крепления подшипника.
Для защиты подшипника от картерного масла применено круглое резиновое кольцо, которое находится в посадочном фланце подшипника. Посадка очень тугая и дает очень большое сопротивление.
8.9. Проверка биения шпинделя. Биение 0.01 мм. Вращение шпинделя тугое, необходимо большое усилие.
8.10. Демонтаж шпинделя оси А из корпуса. Удаление болтов крепления подшипника.
Среди отверстий крепления имеются 3 резьбовых отверстия М12. С их помощью равномерно при помощи болтов необходимо выдавить шпиндель.

8.11. Демонтаж опорно-поворотного подшипника.
9.Проверка и дефектовка элементов.
На червячном колесе имеются неравномерные износы зубьев и незначительный люфт.
После того, как колесо обработали синькой, собрали передачу и произвели вращение колеса в рабочей зоне. Колесо было изношено. Рабочая зона составляет 155 градусов. Приняли самое простое решение - перевернуть колесо на 180 градусов в зону где колесо еще не работало. Произвели сборку в обратном порядке. Если износ колеса имеется во всех рабочих зонах, то переходим к операции восстановления колеса методом напыления с последующей обработкой на зубо-фрезерном станке или изготовлению червячной пары.
10. Ремонт и регулировка червячной пары.
В настоящее время наиболее распространенным способом ремонта червячных передач является замена изношенных элементов. В передачах с закаленным червяком заменяют обычно венец червячного колеса, в передачах с сырым червяком — венец колеса и червяк.
Существуют различные способы ремонта червячных передач, зависящие от характера износа червячного колеса и червячного вала.
9.Проверка и дефектовка элементов.
На червячном колесе имеются неравномерные износы зубьев и незначительный люфт.
После того, как колесо обработали синькой, собрали передачу и произвели вращение колеса в рабочей зоне. Колесо было изношено. Рабочая зона составляет 155 градусов. Приняли самое простое решение - перевернуть колесо на 180 градусов в зону где колесо еще не работало. Произвели сборку в обратном порядке. Если износ колеса имеется во всех рабочих зонах, то переходим к операции восстановления колеса методом напыления с последующей обработкой на зубо-фрезерном станке или изготовлению червячной пары.
10. Ремонт и регулировка червячной пары.
В настоящее время наиболее распространенным способом ремонта червячных передач является замена изношенных элементов. В передачах с закаленным червяком заменяют обычно венец червячного колеса, в передачах с сырым червяком — венец колеса и червяк.
Существуют различные способы ремонта червячных передач, зависящие от характера износа червячного колеса и червячного вала.

При ремонте червячной передачи, к которой предъявляются повышенные точностные требования, мы в основном изготовляем заново червячную пару. При этом используем разработанную параметрическую 3-Д модель червячной передачи.
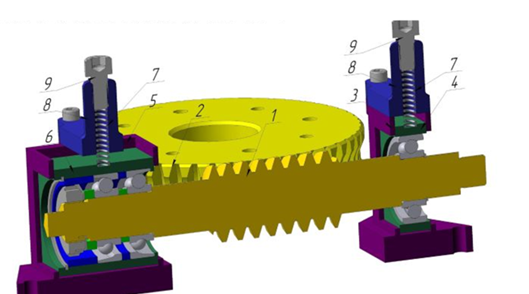
1. Червяк
2. Червячное колесо
3. и 5. Корпус скользящей опоры
4. и 6. Подшипники в скользящих опорах вала червяка, которые поджимаются пружиной
7. и 8. Пружины
9. Винт, регулирующий натяг пружины
По своим размерам и качеству обработки поверхностей новая червячная пара должна полностью удовлетворять техническим условиям, установленным для нового червяка и нового червячного колеса.
10.1. Ремонт червячных передач.
Червячная передача состоит из червяка 2, сцепленного с червячным колесом 1. Она служит для передачи мощности и вращения, причем позволяет значительно понизить число оборотов ведомого вала по сравнению с валом ведущим.
2. Червячное колесо
3. и 5. Корпус скользящей опоры
4. и 6. Подшипники в скользящих опорах вала червяка, которые поджимаются пружиной
7. и 8. Пружины
9. Винт, регулирующий натяг пружины
По своим размерам и качеству обработки поверхностей новая червячная пара должна полностью удовлетворять техническим условиям, установленным для нового червяка и нового червячного колеса.
10.1. Ремонт червячных передач.
Червячная передача состоит из червяка 2, сцепленного с червячным колесом 1. Она служит для передачи мощности и вращения, причем позволяет значительно понизить число оборотов ведомого вала по сравнению с валом ведущим.

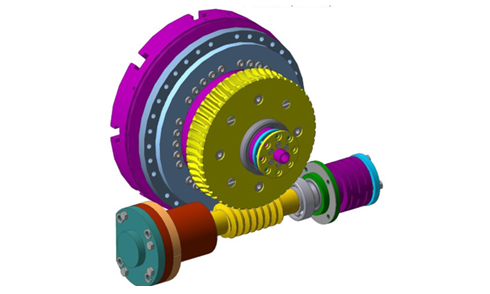
На нижерасположенном рисунке показана параметрическая 3-Д модель механизма вращения поворотного стола.
10.2. Способы ремонта червячных передач, применяемых на специализированном участке
Ремонт червячной передачи может быть выполнен переворачиванием червячного колеса или червяка, а также заменой изношенного венца колеса только тогда, когда червяк не износился. Если же он износился, то одновременно заменяют как червяк, так и венец червячного колеса.
При ремонте червячной передачи ее элементы разбирают, очищают от грязи, промывают керосином, зачищают заусенцы и определяют износ. В зависимости от износа принимают решение о замене одного (обычно червячного колеса или венца) или обоих элементов.
В основном ремонт червячной передачи сводится к проверке сопряжения червячной пары, а при значительном износе червячного колеса — к замене его или всей пары.
Необходимо очень точно установить опорно-поворотные подшипники, так как при перекосе их или неправильной установке червячное колесо быстро изнашивается.
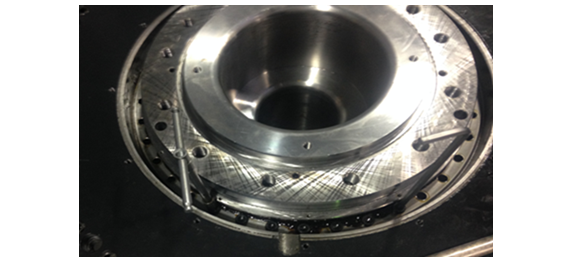
11. Восстановление зубьев муфт поворотных столов
Несмотря на высокую надежность, требуемая точность соединения может быть нарушена. Установленное на предприятии оборудование позволяет восстанавливать геометрию зубьев и вернуть прежнюю точность позиционирования. Ниже пример восстановленной муфты поворотного стола универсального фрезерного центра ИС500/ИС800.
На нижерасположенном рисунке показана изношенная муфта поворотного стола многооперационного станка модели ИС500/ИС800.
Ремонт червячной передачи может быть выполнен переворачиванием червячного колеса или червяка, а также заменой изношенного венца колеса только тогда, когда червяк не износился. Если же он износился, то одновременно заменяют как червяк, так и венец червячного колеса.
При ремонте червячной передачи ее элементы разбирают, очищают от грязи, промывают керосином, зачищают заусенцы и определяют износ. В зависимости от износа принимают решение о замене одного (обычно червячного колеса или венца) или обоих элементов.
В основном ремонт червячной передачи сводится к проверке сопряжения червячной пары, а при значительном износе червячного колеса — к замене его или всей пары.
Необходимо очень точно установить опорно-поворотные подшипники, так как при перекосе их или неправильной установке червячное колесо быстро изнашивается.
11. Восстановление зубьев муфт поворотных столов
Несмотря на высокую надежность, требуемая точность соединения может быть нарушена. Установленное на предприятии оборудование позволяет восстанавливать геометрию зубьев и вернуть прежнюю точность позиционирования. Ниже пример восстановленной муфты поворотного стола универсального фрезерного центра ИС500/ИС800.
На нижерасположенном рисунке показана изношенная муфта поворотного стола многооперационного станка модели ИС500/ИС800.

Для восстановления зубьев муфты поворотного стола был применен метод лазерно-лучевого напыления метала на зубья, с последующей обработкой на зубо-фрезерном станке. В результате мы получили
восстановленную муфту поворотного стола многооперационного станка модели ИС500/ИС800,
которую видим на нижерасположенном рисунке.
восстановленную муфту поворотного стола многооперационного станка модели ИС500/ИС800,
которую видим на нижерасположенном рисунке.

12.Ремонт опорно-поворотного подшипника
В процессе ремонта опорно-поворотного подшипника работники централизованного участка проводят следующие работы:
-по необходимости проводят наплавку, напыление дорожек качения;
-проводят проточку дорожек качения;
-проводят термообработку дорожек качения;
-проводят замену тел качения;
-проводят замену регулировочных прокладок;
-проводят полную замену всех резиновых уплотнителей;
-проводят шприцевание опорно-поворотного подшипника смазкой;
-проводят работы по нанесению нового покрытия;
-проводят проверку работоспособности опорно-поворотного подшипника после сборки.
13.Сборка и регулировка поворотного стола на автоматизированном рабочем месте с передачей всех действий и параметров в АСУ ТОиР. Сборка поворотного стола происходит в обратной последовательности разборки.
14.Контроль и диагностика качества сборки поворотного стола производится на стенде выходного контроля, с составлением протокола.
15.Транспортировка поворотного стола в цех.
16.Монтаж поворотного стола на станок, согласно технологическому процессу.
17.Обкатка работы поворотного стола на всех режимах в течении 16 часов.
18. Сдача станка в эксплуатацию по акту.
Для ремонта поворотных столов мы применяем:
Работы выполняют специалисты высшей квалификации и с многолетним опытом в ремонте оборудования с ЧПУ, что является гарантией качества работ, минимальной трудоемкости и сроков их выполнения.
Рассмотрим элементы поворотного стола, которые показаны на нижерасположенном рисунке.
В процессе ремонта опорно-поворотного подшипника работники централизованного участка проводят следующие работы:
-по необходимости проводят наплавку, напыление дорожек качения;
-проводят проточку дорожек качения;
-проводят термообработку дорожек качения;
-проводят замену тел качения;
-проводят замену регулировочных прокладок;
-проводят полную замену всех резиновых уплотнителей;
-проводят шприцевание опорно-поворотного подшипника смазкой;
-проводят работы по нанесению нового покрытия;
-проводят проверку работоспособности опорно-поворотного подшипника после сборки.
13.Сборка и регулировка поворотного стола на автоматизированном рабочем месте с передачей всех действий и параметров в АСУ ТОиР. Сборка поворотного стола происходит в обратной последовательности разборки.
14.Контроль и диагностика качества сборки поворотного стола производится на стенде выходного контроля, с составлением протокола.
15.Транспортировка поворотного стола в цех.
16.Монтаж поворотного стола на станок, согласно технологическому процессу.
17.Обкатка работы поворотного стола на всех режимах в течении 16 часов.
18. Сдача станка в эксплуатацию по акту.
Для ремонта поворотных столов мы применяем:
- оригинальные запасные части и комплектующие, а также их аналоги, сопоставимые по качеству;
- современные средства для проверки точности позиционирования рабочих органов станка и другие специальные измерительные системы.
Работы выполняют специалисты высшей квалификации и с многолетним опытом в ремонте оборудования с ЧПУ, что является гарантией качества работ, минимальной трудоемкости и сроков их выполнения.
Рассмотрим элементы поворотного стола, которые показаны на нижерасположенном рисунке.
Виды специальных опорно-поворотных подшипников для поворотных столов

1. Шпиндель и опорно-поворотный подшипник являются единым узлом.
2. Шпиндель и опорно-поворотный подшипник являются раздельными деталями.
2. Шпиндель и опорно-поворотный подшипник являются раздельными деталями.
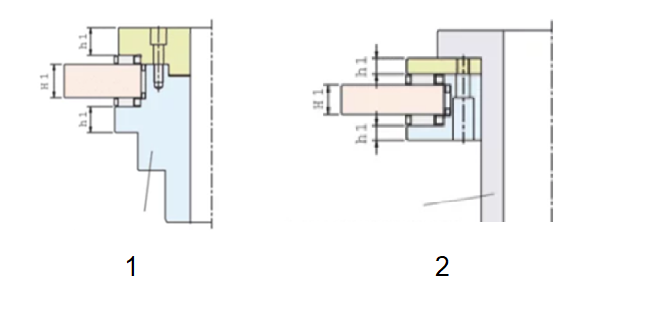
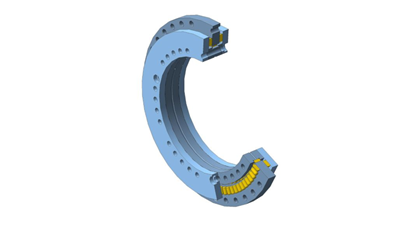
На нижерасположенном рисунке показан специальный опорно-поворотный подшипник для поворотных столов.
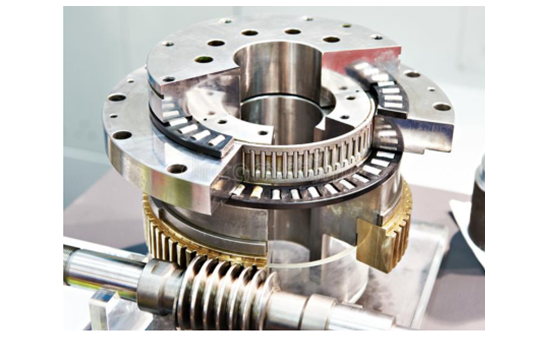
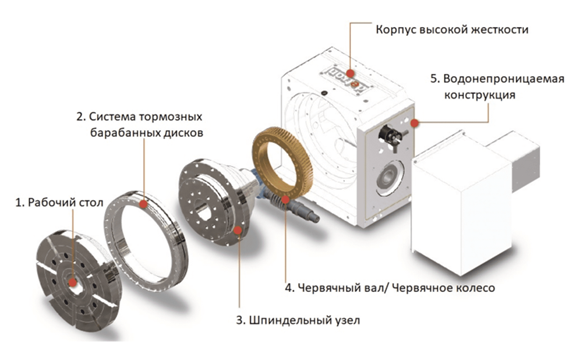
На нижерасположенном рисунке показана параметрическая 3-Д модель поворотного стола в разрезе.

Поворотный стол имеет 72 позиции через 5°. Установка стола происходит в автоматическом режиме.
Применение в качестве индексирующего элемента специальной муфты с торцовыми зубьями в сочетании с гидравлическим устройством зажима стола гарантирует точность поворота и надежность фиксации.
На этом я заканчиваю очередную статью. Надеюсь, что она пригодится Вам в Вашей деятельности. Уважаемые коллеги, от всей души желаю Вам добра и мудрости в принятии решений!
Применение в качестве индексирующего элемента специальной муфты с торцовыми зубьями в сочетании с гидравлическим устройством зажима стола гарантирует точность поворота и надежность фиксации.
На этом я заканчиваю очередную статью. Надеюсь, что она пригодится Вам в Вашей деятельности. Уважаемые коллеги, от всей души желаю Вам добра и мудрости в принятии решений!