
- Скорость и точность движения - суть прогресса машин
- Применение рельсовых направляющих качения в металлообрабатывающих станках.
- Кто, если не мы
Скорость и точность движения - суть прогресса машин
Производительность и качество изготавливаемых изделий всегда были и остаются самыми главными показателями различного станочного оборудования. Эти важные показатели в первую очередь зависят от значений таких технических характеристик станков как: энерговооруженность, скорость и точность перемещений узлов и механизмов. В принципе, постоянный рост значений указанных технических характеристик всегда являлся и является по сей день сутью прогресса всевозможных машин. С повышением энерговооруженности при создании новых образцов станочного оборудования, как правило, никогда не возникало особых проблем – мощность приводов узлов и механизмов разработчиками в основном всегда, и практически беспрепятственно, выбиралась в соответствии с определенными типоразмерами станков.
Другое дело со скоростью и точностью перемещения узлов и механизмов. Здесь, некоторые ранее широко применяемые, конструкторские решения стали существенно тормозить дальнейшее развитие станочного оборудования. В частности, на пути прогресса металлообрабатывающих станков стали ограниченные возможности направляющих скольжения, которые когда-то были основным типом направляющих в различных машиностроительных изделиях для реализации поступательных движений их частей.
При повышении технического уровня машиностроительных изделий, с целью увеличения скорости и точности перемещения деталей узлов и механизмов, для снижения сил трения между скользящими поверхностями стали устанавливать элементы качения. Первые конструкции линейных направляющих качения начали применяться вместо направляющих скольжения в середине прошлого века на прецизионных станках, где требовались точные малые установочные перемещения узлов с дискретностью до 0,001 мм, что очень трудно было добиться на направляющих скольжения из-за скачкообразного движения. Конструктивно вначале они были выполнены в виде интегрированных элементов (направляющих поверхностей) узлов станков с шариковыми или роликовыми телами качения, а затем - в виде так называемых танкеток. Дальнейшим усовершенствованием направляющих качения стало появление их нового класса — рельсовых направляющих качения (РНК).
Рельсовые направляющие качения по сравнению с направляющими скольжения имеют следующие преимущества: меньше потерь на трение; выше точность установочных передвижений; более высокая допустимая скорость перемещения, а также высокие ускорения; отсутствие зазоров, наличие предварительного натяга; увеличенный ресурс; высокая ремонтопригодность; конкурентная стоимость. Более подробно преимущества рельсовых направляющих качения перед направляющими скольжения раскрыты в статье «Направляющие скольжения и качения для станков– что лучше», опубликованной на сайте «станки-экспо.ру» в феврале этого года.
Рельсовые направляющие качения в последнее время стали широко применяться в металлообрабатывающих станках, где требуется точное и динамичное линейное перемещение узлов.
Применение рельсовых направляющих качения в металлообрабатывающих станках
На выставках, как правило, многие производители демонстрируют лучшие достижения в изготовлении своей продукции, экспонируемые образцы, зачастую, является новыми последними разработками этих компаний. Свидетельством широкого применения РНК в станочном оборудовании является то обстоятельство, что уже где-то 15-18 лет назад на международных выставках металлообрабатывающих станков в г. Ганновере (Германия) и г. Милане (Италия) во многих демонстрируемых металлорежущих станках с ЧПУ использовались рельсовые направляющие качения.
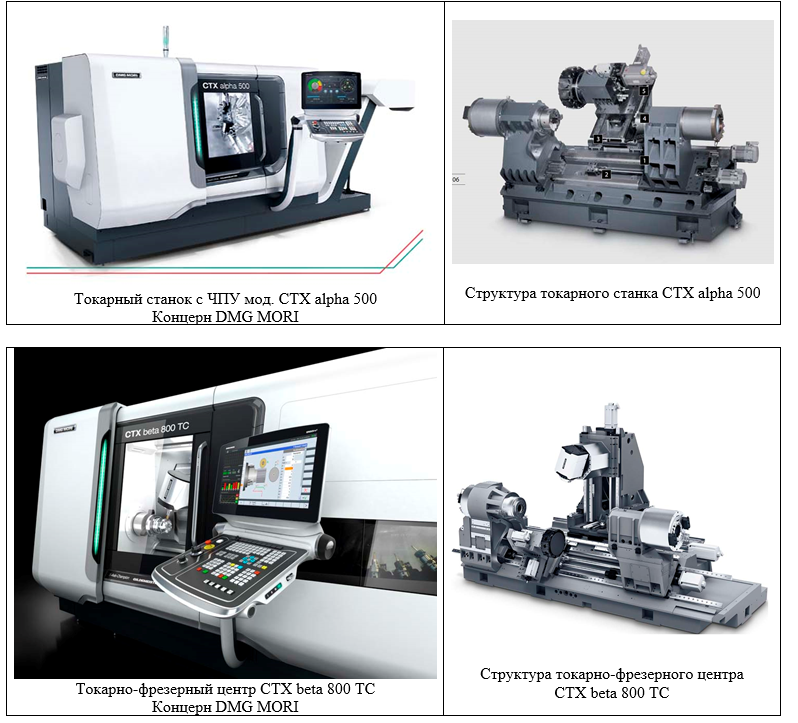
В настоящее время многие ведущие мировые производители в конструкциях металлообрабатывающих станков используют в основном рельсовые направляющие качения. Ярким примером может служить компания DMG MORI, которая выпускает практически все свои модели станков, включая станки токарной, фрезерной и других групп, с использованием РНК.


Рельсовые направляющие качения стали чаще применятся ведущими зарубежными производителями в 90-х годах прошлого века в основном в металлорежущих станках с ЧПУ, которые соответствовали тогда самому высокому техническому уровню того времени по производительности, точности и технологическим возможностям. Однако, в начале нулевых на польском станкозаводе «Famot», который входил в структуру фирмы GILDEMEISTER концерна DMG, стали выпускаться некоторые модели токарных станков горизонтальной компоновки из серии NEF с оперативной системой управления (ОСУ) и c простейшей системой ЧПУ с использованием шариковых рельсовых направляющих качения.

В 2007 году на станкозаводе «Саста» при разработке новой линейки токарных станков горизонтальной компоновки с ОСУ и с ЧПУ (модели: СА500К, СА600К, СА700К, СА750К, СА1000К) было принято решение использовать роликовые направляющие качения. Выбор в пользу применения именно роликовых направляющих качения, а также выбор определенного типоразмера РНК, был сделан на основании соответствующих расчетов по нагрузке и жесткости. Кроме всего прочего, все эти токарные станки с РНК станкозавода «Саста» были больших типоразмеров, чем станки серии NEF станкозавода «Famot».


В этой линейке станков применялись станины большей жесткости - с увеличенными размерами по ширине и высоте, в отличии от предыдущей серии токарных станков с ОСУ и с ЧПУ горизонтальной компоновки с направлящими скольжения, станины были без тумб, устанавливались непосредственно на фундамент.
Кроме этого были разработаны, изготовлены и поставлены Заказчикам исполнения более тяжелых токарных станков горизонтальной компоновки с ОСУ и с ЧПУ с применением РНК моделей: СА1100К, СА1250К, СА1400К. а также некоторые модели токарных станков с ЧПУ наклонной компоновки.
Кроме этого были разработаны, изготовлены и поставлены Заказчикам исполнения более тяжелых токарных станков горизонтальной компоновки с ОСУ и с ЧПУ с применением РНК моделей: СА1100К, СА1250К, СА1400К. а также некоторые модели токарных станков с ЧПУ наклонной компоновки.

Несколькими годами позже, если быть точнее в 2012 году, для обработки деталей длиной до 20м на станкозаводе «Саста» были разработаны токарные многофункциональные станки с ЧПУ с проходными суппортами мод. СА1100Ф3(4)П и СА1250Ф3(4)П, в которых суппорты перемещались по рельсовым направляющим качения, а для установочного перемещения задней бабки и неподвижных люнетов использовались направляющие скольжения.

Такая конструкция токарного станка, когда суппорты перемещаются по отдельным направляющим, расположенным на вертикальной плоскости станины, позволяет при обработке длинных деталей проходить мимо люнетов, заходить за шпиндельную и заднюю бабки. Это дало возможность вести обработку по всей длине детали без переустановок люнетов и самой детали, что в свою очередь способствовало значительному повышению производительности и точности обработки, по сравнению с токарными станками традиционной горизонтальной компоновки, у которых между двумя продольными направляющими суппорта расположеными в верхней плоскости станины находятся еще и направляющие для задней бабки и для установки неподвижных люнетов.
В настоящее время токарные многофункциональные станки с проходными суппортами имеются в номенклатуре станкозаводов «Саста» и «СТП-Саста».
Далее проанализируем номенклатуру металлообрабатывающих станков с рельсовыми направляющими качения, которые выпускаются в настоящее время на отечественных станкостроительных заводах, а также в республике Беларусь. Для этого рассмотрим модели станков ведущих станкозаводов, которые действительно производят свою продукцию с высокой степенью локализации, то есть без учёта тех станков, которые практически готовыми завозятся из других стран, а сами, «так называемые», станкозаводы их просто перепродают. В первую очередь рассмотрим станки токарной группы, которые сегодня составляют более 60% от общего количества изготавливаемых в стране металлообрабатывающих станков.
Для наглядности, информационные данные о токарных станках с РНК сведены в таблицы по следующим группам: токарные станки с ОСУ и с ЧПУ горизонтальной компоновки, токарные станки с ЧПУ наклонной компоновки, токарные станки с ЧПУ с проходными суппортами. Для составления таблиц техническая информация использовалась из каталогов и официальных сайтов производителей токарных станков.
Сокращения:
Наименований технических характеристик
Dст– наибольший диаметр детали, обрабатываемой на станиной (устанавливаемой над станиной);
Dсуп– наибольший диаметр детали, обрабатываемой на суппортом;
РМЦ– расстояние между центрами (соответствует наибольшей длине обрабатываемой детали в центрах;
M– максимальная масса устанавливаемой детали в центрах/ в центрах и люнете;
Dшп– диаметр отверстия в шпинделе;
n– максимальная частота вращения шпинделя;
N– мощность главного привода;
X -поперечное перемещение суппорта (X1, X2 – суппортов);
Z - продольное перемещение суппорта (Z1, Z2 – суппортов);
C - поворот шпинделя;
Y -вертикальное перемещение револьверной головки;
W –продольное перемещение противошпинделя;
B – поворот инструментальной токарно-фрезерной головки.
Производителей токарных станков
Саста – станкостроительный завод «Саста» (г.Сасово);
СТП-Саста - станкостроительный завод «СТП-Саста» (г.Сасово);
СМК - станкостроительный завод «СтанкоМашКомплекс» (г.Тверь);
РСЗ – рязанский станкостроительный завод;
СТП-ПЗМЦ – пермский завод металлообрабатывающих центров;
ГЗСУ – Гомельский завод станков и узлов.
В настоящее время токарные многофункциональные станки с проходными суппортами имеются в номенклатуре станкозаводов «Саста» и «СТП-Саста».
Далее проанализируем номенклатуру металлообрабатывающих станков с рельсовыми направляющими качения, которые выпускаются в настоящее время на отечественных станкостроительных заводах, а также в республике Беларусь. Для этого рассмотрим модели станков ведущих станкозаводов, которые действительно производят свою продукцию с высокой степенью локализации, то есть без учёта тех станков, которые практически готовыми завозятся из других стран, а сами, «так называемые», станкозаводы их просто перепродают. В первую очередь рассмотрим станки токарной группы, которые сегодня составляют более 60% от общего количества изготавливаемых в стране металлообрабатывающих станков.
Для наглядности, информационные данные о токарных станках с РНК сведены в таблицы по следующим группам: токарные станки с ОСУ и с ЧПУ горизонтальной компоновки, токарные станки с ЧПУ наклонной компоновки, токарные станки с ЧПУ с проходными суппортами. Для составления таблиц техническая информация использовалась из каталогов и официальных сайтов производителей токарных станков.
Сокращения:
Наименований технических характеристик
Dст– наибольший диаметр детали, обрабатываемой на станиной (устанавливаемой над станиной);
Dсуп– наибольший диаметр детали, обрабатываемой на суппортом;
РМЦ– расстояние между центрами (соответствует наибольшей длине обрабатываемой детали в центрах;
M– максимальная масса устанавливаемой детали в центрах/ в центрах и люнете;
Dшп– диаметр отверстия в шпинделе;
n– максимальная частота вращения шпинделя;
N– мощность главного привода;
X -поперечное перемещение суппорта (X1, X2 – суппортов);
Z - продольное перемещение суппорта (Z1, Z2 – суппортов);
C - поворот шпинделя;
Y -вертикальное перемещение револьверной головки;
W –продольное перемещение противошпинделя;
B – поворот инструментальной токарно-фрезерной головки.
Производителей токарных станков
Саста – станкостроительный завод «Саста» (г.Сасово);
СТП-Саста - станкостроительный завод «СТП-Саста» (г.Сасово);
СМК - станкостроительный завод «СтанкоМашКомплекс» (г.Тверь);
РСЗ – рязанский станкостроительный завод;
СТП-ПЗМЦ – пермский завод металлообрабатывающих центров;
ГЗСУ – Гомельский завод станков и узлов.

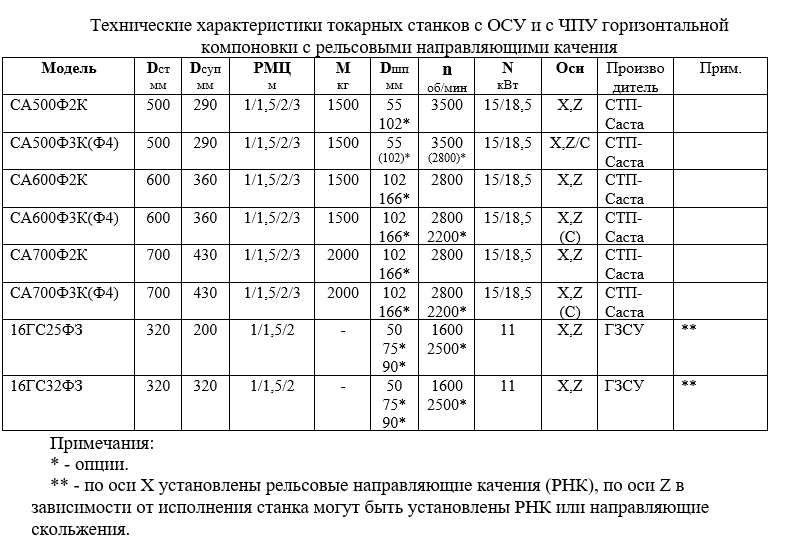
1. Все модели станков имеют всевозможные опции: различные зажимные патроны, включая механизированные, люнеты, транспортеры уборки стружки, кондиционеры электрошкафа и другие. Станки с осью С оснащены приводным инструментом





1 – Многофункциональные токарные станки с проходными суппортами могут оснащаться двумя суппортами с различными револьверными головками и устройствами (сверлильными, фрезерными и шлифовальными головками) для полной комплексной обработки габаритных и тяжелых деталей с одной установки.
2. Станки с осью С оснащены приводным инструментом.
3. Для перемещения суппортов используются роликовые рельсовые направляющие качения, а для установочного перемещения задней бабки и неподвижных люнетов – направляющие скольжения.
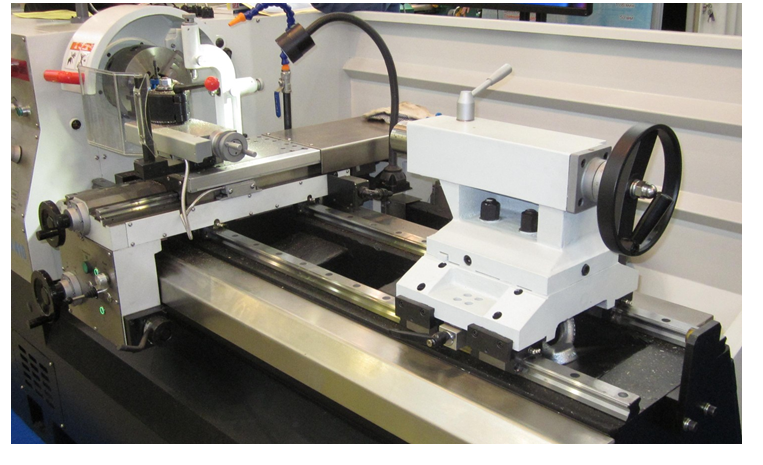
Рельсовые направляющие качения, начиная с того времени, когда они стали применятся в станочном оборудовании, и до настоящего времени, в основном использовались в металлообрабатывающих станках с ЧПУ. Однако, в последние годы некоторые производители стали изготавливать универсальные станки с ручным управлением, в которых в качестве направляющих используются рельсовые направляющие качения.
2. Станки с осью С оснащены приводным инструментом.
3. Для перемещения суппортов используются роликовые рельсовые направляющие качения, а для установочного перемещения задней бабки и неподвижных люнетов – направляющие скольжения.
Рельсовые направляющие качения, начиная с того времени, когда они стали применятся в станочном оборудовании, и до настоящего времени, в основном использовались в металлообрабатывающих станках с ЧПУ. Однако, в последние годы некоторые производители стали изготавливать универсальные станки с ручным управлением, в которых в качестве направляющих используются рельсовые направляющие качения.
НПП Станкостроительный завод «Туламаш» в конструкциях станков, разработанных в последнее время, применяет только рельсовые направляющие качения. В частности, РНК использованы в конструкциях многофункциональных токарных станков с ЧПУ моделей ТМ-160, ТМ-200, ТМ-250. Эти станки предназначены для комплексной высокоточной обработки деталей диаметром до 350 мм и длиной до 650 мм, включая токарные, сверлильные и фрезерные операции. Станки соответствуют классу точности А (особо высокая точность) по ГОСТ 8-82.
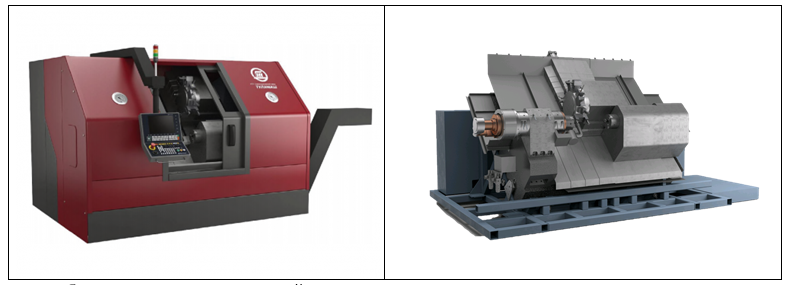
Особенностью конструкции этой серии станков является применение прямых приводов шпинделя, всех осей, включая револьверную головку, гранитной станины и направляющих качения. Станина изготовлена в виде плоской толстой плиты из полимерного гранита и установлена под углом 45 град. к горизонту на сварном основании из толстостенных квадратных труб. Такие конструктивные особенности делают эти станки достаточно жесткими, что позволяет реализовать технологию твердого и алмазного точения. Станки серии ТМ имеют целый ряд исполнений – это: патронный вариант без противошпинделя и задней бабки; с противошпинделем и осью Y; с задней бабкой; с поворотным патроном; патронный с линейной инструментальной наладкой.
После рассмотрения станков токарной группы, далее проанализируем другие типы металлообрабатывающих станков с РНК, которые выпускаются в настоящее время отечественными станкозаводами.
Сравнительно молодая станкостроительная компания «СтанкоМашСтрой» (г.Пенза), которая была основана в 2006 году, сегодня входит в число лидеров в России по объемам производства металлообрабатывающих станков. В 2022 году по сравнению с 2021 годом этот станкозавод практически удвоил количество выпускаемых станков (197%). Компания «СтанкоМашСтрой» изготавливает различные станки, включая токарные, фрезерные, шлифовальные и другие. Практически во всех выпускаемых заводом станках используются направляющие скольжения, исключением является трубонарезной токарный станок с ЧПУ модели QK1219.
После рассмотрения станков токарной группы, далее проанализируем другие типы металлообрабатывающих станков с РНК, которые выпускаются в настоящее время отечественными станкозаводами.
Сравнительно молодая станкостроительная компания «СтанкоМашСтрой» (г.Пенза), которая была основана в 2006 году, сегодня входит в число лидеров в России по объемам производства металлообрабатывающих станков. В 2022 году по сравнению с 2021 годом этот станкозавод практически удвоил количество выпускаемых станков (197%). Компания «СтанкоМашСтрой» изготавливает различные станки, включая токарные, фрезерные, шлифовальные и другие. Практически во всех выпускаемых заводом станках используются направляющие скольжения, исключением является трубонарезной токарный станок с ЧПУ модели QK1219.
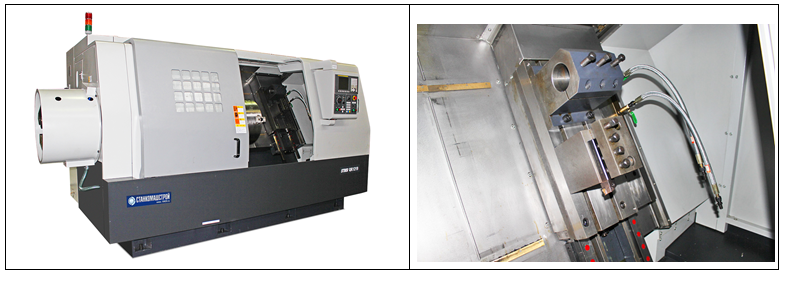
Мах диаметр обрабатываемой детали над станиной, мм Ø600
Мах диаметр обрабатываемой детали над суппортом, мм Ø280
Мах длина обрабатываемой детали, мм 600
Скорость вращения шпинделя, Об/мин 150-800
Мощность главного двигателя, кВт 22 (30)
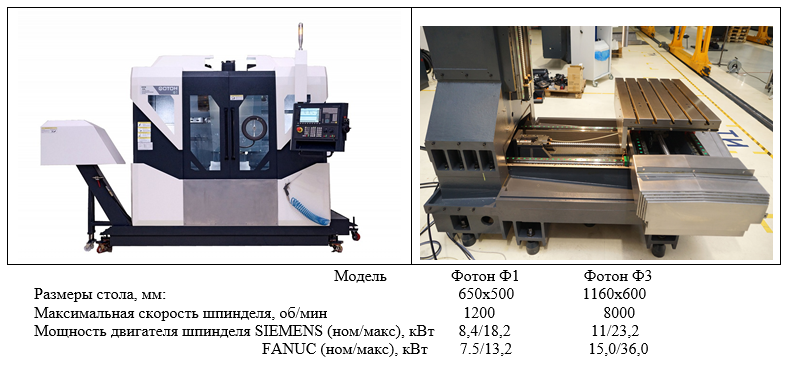
Пермский завод металлообрабатывающих центров, кроме токарных станков с РНК, информация о которых изложена выше в данной статье, выпускает также вертикально-фрезерные станки серии ФОТОН Ф с рельсовыми направляющими качения.
Мах диаметр обрабатываемой детали над суппортом, мм Ø280
Мах длина обрабатываемой детали, мм 600
Скорость вращения шпинделя, Об/мин 150-800
Мощность главного двигателя, кВт 22 (30)
Пермский завод металлообрабатывающих центров, кроме токарных станков с РНК, информация о которых изложена выше в данной статье, выпускает также вертикально-фрезерные станки серии ФОТОН Ф с рельсовыми направляющими качения.
Станкостроительный завод «СтанкоМашКомплекс» (г.Тверь) (в 1999 году начал изготавливать станочное оборудование) сегодня тоже занимает лидирующие позиции в станкостроении - в 2022 году в 1,5 раза увеличил производство металлообрабатывающих станков (151%). Линейка выпускаемых заводом станков тоже разнообразная. О токарных станках с рельсовыми направляющими качения было рассказано выше в этой статье. В конструкциях многих других типов станков, изготавливаемых заводом, тоже используются РНК. Примером могут служить следующие модели станков.

Вертикальный обрабатывающий центр мод. FIVE 650 с полноценным поворотным столом диаметром 650 мм.

Размеры стола (2000х900мм) позволяют обрабатывать крупногабаритные детали с максимальной нагрузкой на стол до 7000 кг. Большая грузоподъемность рабочего стола обеспечивается за счет применения роликовых рельсовых направляющим качения с увеличенной нагрузочной способностью. По оси Y установлены четыре рельса направляющих качения. Направляющие скольжения применены только для перемещения шпиндельной бабки по оси Z. Станок может изготавливаться в трех исполнениях: для 3-х, 4-х и 5-ти осевой обработки деталей.
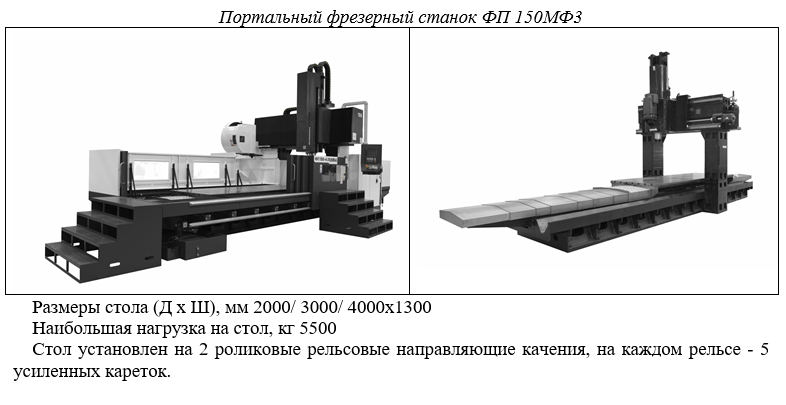

Для перемещения стола по оси Y и шпиндельной бабки по оси X (вдоль портала) используются профильные усиленные Х-образные роликовые рельсовые направляющие качения.
Кроме перечисленных в этой статье станков с РНК производства «СтанкоМашКомплекс», этот станкозавод выпускает достаточно большое количество других моделей станков, в которых применяются рельсовые направляющие качения. При этом важно подчеркнуть, что все изготавляемые этим заводом станки оснащены системами ЧПУ. Среди них есть портальный фрезерный станок модели ФП250МФ3 с наибольшей нагрузкой на стол в 10000кг.
В итоге можно сделать вывод, что в настоящее время ведущие производители изготавливают рельсовые направляющие качения с очень высокими характеристиками по нагрузочной способности и жесткости, что позволяет их успешно применять не только в относительно небольших станках, но и в крупногабаритных, тяжелых станках.
Сегодня в номенклатуре многих российских станкозаводов имеются станки с рельсовыми направляющими качения. У одних заводов их больше, у других меньше. В процентном отношении больше всего моделей станков с РНК: у станкозавода «СТП-Саста» - 86% (12 моделей из 14) и у станкозавода «СтанкоМашКомплекс» - 76% (22 модели из 29).
Действительно, многие зарубежные и отечественные производители в своих последних разработках новых станков, в особенности, в скоростных и в высокоточных, практически всегда применяют рельсовые направляющие качения. Исходя из этого, можно сказать, что РНК
в настоящее время являются основным типом направляющих для современных металлообрабатывающих станков. Разумеется, в технически и экономически обоснованных случаях будут применяться и другие типы направляющих: скольжения, гидростатические и аэростатические.
В данной статье приведены примеры использования рельсовых направляющих качения в металлообрабатывающих станках. Использование РНК позволяет добиться самых высоких показателей скорости и точности перемещения узлов и механизмов. Именно эти два главных показателя, а также другие преимущества РНК, способствовали тому, что их стали применять во множестве различных промышленных изделиях. Сегодня шариковые и роликовые рельсовые направляющие качения применяются в продукции ряда отраслей промышленности: это разнообразное технологическое оборудование, транспорт; авиакосмическая техника и вооружения; строительство; медицинская техника; измерительные приборы и многие другие изделия для населения и промышленности. Такое широкое применение рельсовых направляющих качения объясняется еще и тем обстоятельством, что эти компоненты по своей сути являются ничем иным как подшипниками качения - только, если обыкновенные шариковые или роликовые подшипники предназначены для реализации вращательного движения, то РНК предназначены для реализации поступательного движения.
И здесь мы подходим к главной проблеме, которую хотелось бы еще раз затронуть в заключении этой статьи. Если для производства шариковых и роликовых подшипников у нас в России в общем-то есть какие-то заводы, то для производства рельсовых направляющих качения, которые можно использовать в различной промышленной продукции, нет ни одного завода. Такое положение дел, на протяжении уже многих последних лет, никак не может способствовать ускоренному развитию машиностроения и, в частности, станкостроения.
Одним из главных условий стабильного и динамичного экономического развития страны является обеспечение технологической независимости отечественной промышленности, которое невозможно без наличия производства качественных комплектующих изделий для машиностроительной продукции. Известно, что станки и подшипники - это основа основ машиностроения. И если нет собственного производства станков и подшипников, то это означает абсолютную зависимость промышленности от внешних поставок. Шариковые и роликовые рельсовые направляющие качения в современных конструкциях различных изделий - это такой же важный и необходимый компонент как шариковый или роликовый подшипник качения. Поэтому, рассматривая перечень определяющих комплектующих изделий, производство которых крайне необходимо иметь в России, рельсовые направляющие качения должны быть на первом месте, быть самыми приоритетными.
Для решения этой, крайне важной, проблемы со стороны государства должен быть сделан первый главный и необходимый шаг – это создать такие интересные и стимулирующие экономические условия, при которых, как уже не раз говорилось в наших статьях, эффективный результат был бы неизбежен. При этом нужно сразу заметить, что этот необходимый шаг будет недостаточен для полного решения проблемы. Нужны будут и другие шаги, и меры - возможно с финансовой государственной поддержкой по организации производства рельсовых направляющих качения.
Вместе с тем, чтобы не терять драгоценное время и тем самым не способствовать процветанию отставания в этом вопросе, а, наоборот, для ускорения решения этой проблемы, машиностроительным заводам и станкозаводам, у которых еще имеются амбициозные планы по созданию различной новой техники, необходимо самим организоваться, проявить инициативу, и создать возможно «вскладчину» современное производство рельсовых направляющих качения. Как известно, «под лежащий камень вода не течёт», само собой – никогда ничто не организуется, ждать и надеяться, что это сделает кто-то другой - крайне бесперспективно. Здесь, как говорится: «На Бога надейся, а сам не плошай!», поэтому кто-то из самых неравнодушных руководителей заводов должен первым проявить соответствующую инициативу. На самом деле, владельцам, руководству машиностроительных предприятий, включая и станкостроительные заводы, которые используют РНК в своей продукции, в любом случае необходимо начинать действовать в решении этого очень важного вопроса. Должен наконец-то найтись самый ответственный и болеющий душой за отечественное машиностроение руководитель завода, который возьмет на себя смелость, обратится к другим представителям машиностроительных предприятий и скажет:" Кто, если не мы?!"
Данная статья – заключительная из серии статей о рельсовых направляющих качения. Предыдущие статьи: «Обзор линейных направляющих качения производства фирм THK, SCHNEEBERGER, HIWIN», «Линейные направляющие качения и стратегическая необходимость освоения их производства в России», «Направляющие скольжения и качения для станков– что лучше?» - опубликованы на сайте «станки-экспо.ру» в подразделе «Обзоры» раздела «Новости».
Кроме перечисленных в этой статье станков с РНК производства «СтанкоМашКомплекс», этот станкозавод выпускает достаточно большое количество других моделей станков, в которых применяются рельсовые направляющие качения. При этом важно подчеркнуть, что все изготавляемые этим заводом станки оснащены системами ЧПУ. Среди них есть портальный фрезерный станок модели ФП250МФ3 с наибольшей нагрузкой на стол в 10000кг.
В итоге можно сделать вывод, что в настоящее время ведущие производители изготавливают рельсовые направляющие качения с очень высокими характеристиками по нагрузочной способности и жесткости, что позволяет их успешно применять не только в относительно небольших станках, но и в крупногабаритных, тяжелых станках.
Сегодня в номенклатуре многих российских станкозаводов имеются станки с рельсовыми направляющими качения. У одних заводов их больше, у других меньше. В процентном отношении больше всего моделей станков с РНК: у станкозавода «СТП-Саста» - 86% (12 моделей из 14) и у станкозавода «СтанкоМашКомплекс» - 76% (22 модели из 29).
Действительно, многие зарубежные и отечественные производители в своих последних разработках новых станков, в особенности, в скоростных и в высокоточных, практически всегда применяют рельсовые направляющие качения. Исходя из этого, можно сказать, что РНК
в настоящее время являются основным типом направляющих для современных металлообрабатывающих станков. Разумеется, в технически и экономически обоснованных случаях будут применяться и другие типы направляющих: скольжения, гидростатические и аэростатические.
Кто, если не мы
В данной статье приведены примеры использования рельсовых направляющих качения в металлообрабатывающих станках. Использование РНК позволяет добиться самых высоких показателей скорости и точности перемещения узлов и механизмов. Именно эти два главных показателя, а также другие преимущества РНК, способствовали тому, что их стали применять во множестве различных промышленных изделиях. Сегодня шариковые и роликовые рельсовые направляющие качения применяются в продукции ряда отраслей промышленности: это разнообразное технологическое оборудование, транспорт; авиакосмическая техника и вооружения; строительство; медицинская техника; измерительные приборы и многие другие изделия для населения и промышленности. Такое широкое применение рельсовых направляющих качения объясняется еще и тем обстоятельством, что эти компоненты по своей сути являются ничем иным как подшипниками качения - только, если обыкновенные шариковые или роликовые подшипники предназначены для реализации вращательного движения, то РНК предназначены для реализации поступательного движения.
И здесь мы подходим к главной проблеме, которую хотелось бы еще раз затронуть в заключении этой статьи. Если для производства шариковых и роликовых подшипников у нас в России в общем-то есть какие-то заводы, то для производства рельсовых направляющих качения, которые можно использовать в различной промышленной продукции, нет ни одного завода. Такое положение дел, на протяжении уже многих последних лет, никак не может способствовать ускоренному развитию машиностроения и, в частности, станкостроения.
Одним из главных условий стабильного и динамичного экономического развития страны является обеспечение технологической независимости отечественной промышленности, которое невозможно без наличия производства качественных комплектующих изделий для машиностроительной продукции. Известно, что станки и подшипники - это основа основ машиностроения. И если нет собственного производства станков и подшипников, то это означает абсолютную зависимость промышленности от внешних поставок. Шариковые и роликовые рельсовые направляющие качения в современных конструкциях различных изделий - это такой же важный и необходимый компонент как шариковый или роликовый подшипник качения. Поэтому, рассматривая перечень определяющих комплектующих изделий, производство которых крайне необходимо иметь в России, рельсовые направляющие качения должны быть на первом месте, быть самыми приоритетными.
Для решения этой, крайне важной, проблемы со стороны государства должен быть сделан первый главный и необходимый шаг – это создать такие интересные и стимулирующие экономические условия, при которых, как уже не раз говорилось в наших статьях, эффективный результат был бы неизбежен. При этом нужно сразу заметить, что этот необходимый шаг будет недостаточен для полного решения проблемы. Нужны будут и другие шаги, и меры - возможно с финансовой государственной поддержкой по организации производства рельсовых направляющих качения.
Вместе с тем, чтобы не терять драгоценное время и тем самым не способствовать процветанию отставания в этом вопросе, а, наоборот, для ускорения решения этой проблемы, машиностроительным заводам и станкозаводам, у которых еще имеются амбициозные планы по созданию различной новой техники, необходимо самим организоваться, проявить инициативу, и создать возможно «вскладчину» современное производство рельсовых направляющих качения. Как известно, «под лежащий камень вода не течёт», само собой – никогда ничто не организуется, ждать и надеяться, что это сделает кто-то другой - крайне бесперспективно. Здесь, как говорится: «На Бога надейся, а сам не плошай!», поэтому кто-то из самых неравнодушных руководителей заводов должен первым проявить соответствующую инициативу. На самом деле, владельцам, руководству машиностроительных предприятий, включая и станкостроительные заводы, которые используют РНК в своей продукции, в любом случае необходимо начинать действовать в решении этого очень важного вопроса. Должен наконец-то найтись самый ответственный и болеющий душой за отечественное машиностроение руководитель завода, который возьмет на себя смелость, обратится к другим представителям машиностроительных предприятий и скажет:" Кто, если не мы?!"
Данная статья – заключительная из серии статей о рельсовых направляющих качения. Предыдущие статьи: «Обзор линейных направляющих качения производства фирм THK, SCHNEEBERGER, HIWIN», «Линейные направляющие качения и стратегическая необходимость освоения их производства в России», «Направляющие скольжения и качения для станков– что лучше?» - опубликованы на сайте «станки-экспо.ру» в подразделе «Обзоры» раздела «Новости».
Попков В.П.
Март 2023 г.
Статьи о проблемах отечественного станкостроения и путях их решения читайте на нашем сайте: станки-экспо.ру в подразделе «Обзоры» раздела «Новости». Пишите комментарии, будем рады получить от Вас обратную связь!