Технические решения в области защиты шпинделей от столкновений с узлами станков с ЧПУ, внедренные Техническим центром в эксплуатацию, были основан на передовых научно-технических и инновационных технологиях и высококвалифицированных специалистах, имеющих большой опыт работ.
Доброго времени суток, уважаемые коллеги!
Я продолжаю серию статей, посвящённых защите шпинделей станков с ЧПУ от столкновений с минимальными потерями.
События 2022 года, связанные с началом и продолжением СВО на Украине, внесли существенные коррективы в деятельности предприятий оборонно-промышленного комплекса. После начала СВО западные страны ввели против России беспрецедентные санкции. В результате возникли реальные ситуации, когда целые сектора экономики, предприятия лишились импорта технологий, оборудования и запасных частей. Удовлетворить спрос в настоящее время невозможно.
В связи с санкционными ограничениями и усложнением доступа к ряду комплектующих очень важно обеспечить максимальное продление срока службы импортного станочного оборудования и минимизировать аварийность на этом оборудовании, особенно связанного со столкновением шпинделя с узлами станков с ЧПУ.
Помимо других неполадок, связанных с процессом, столкновения подвижных осей станков с ЧПУ с другими узлами и компонентами, такими как шпиндель, установочные приспособления, координатные столы и обрабатываемые детали, приводят к длительным простоям станка и дорогостоящему ремонту. Первоочередной необходимостью служб ТОиР предприятий является минимизация последствий, следующих за столкновением.
Следовательно, время срабатывания является исключительно важным для таких систем. Механизмы выявления перегрузки в ЧПУ и в самом станке не обладают необходимым быстродействием для исключения повреждений шпинделя или других частей станка. Столкновения являются неизбежным последствием ошибок в настройке или работе станка. Системы контроля и защиты шпинделя активируют мгновенную остановку привода главного движения и привода подачи и, тем самым, сводят повреждения к минимуму.
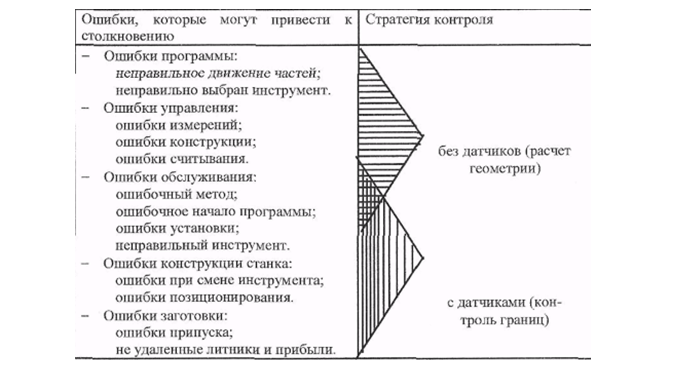
Анализ повреждений станков по причине столкновений показывает, что столкновения возникают по причине захвата не того инструмента или заго товки, а также несоосности при ручном способе закрепления детали. Другие причины столкновений лежат в ошибках программирования и управления, которые удается всегда определить при проведении мониторинга с глубокой диагностикой. На нижерасположенном рисунке показана схема стратеги контроля столкновений.
Доброго времени суток, уважаемые коллеги!
Я продолжаю серию статей, посвящённых защите шпинделей станков с ЧПУ от столкновений с минимальными потерями.
События 2022 года, связанные с началом и продолжением СВО на Украине, внесли существенные коррективы в деятельности предприятий оборонно-промышленного комплекса. После начала СВО западные страны ввели против России беспрецедентные санкции. В результате возникли реальные ситуации, когда целые сектора экономики, предприятия лишились импорта технологий, оборудования и запасных частей. Удовлетворить спрос в настоящее время невозможно.
В связи с санкционными ограничениями и усложнением доступа к ряду комплектующих очень важно обеспечить максимальное продление срока службы импортного станочного оборудования и минимизировать аварийность на этом оборудовании, особенно связанного со столкновением шпинделя с узлами станков с ЧПУ.
Помимо других неполадок, связанных с процессом, столкновения подвижных осей станков с ЧПУ с другими узлами и компонентами, такими как шпиндель, установочные приспособления, координатные столы и обрабатываемые детали, приводят к длительным простоям станка и дорогостоящему ремонту. Первоочередной необходимостью служб ТОиР предприятий является минимизация последствий, следующих за столкновением.
Следовательно, время срабатывания является исключительно важным для таких систем. Механизмы выявления перегрузки в ЧПУ и в самом станке не обладают необходимым быстродействием для исключения повреждений шпинделя или других частей станка. Столкновения являются неизбежным последствием ошибок в настройке или работе станка. Системы контроля и защиты шпинделя активируют мгновенную остановку привода главного движения и привода подачи и, тем самым, сводят повреждения к минимуму.
Анализ повреждений станков по причине столкновений показывает, что столкновения возникают по причине захвата не того инструмента или заго товки, а также несоосности при ручном способе закрепления детали. Другие причины столкновений лежат в ошибках программирования и управления, которые удается всегда определить при проведении мониторинга с глубокой диагностикой. На нижерасположенном рисунке показана схема стратеги контроля столкновений.
На нижерасположенном рисунке приведена информационная последовательность в систе ме контроля столкновений.

Сначала описывается:
1. геометрия рабочей области,
2. геометрия инструмента,
3. геометрия детали.
4. Затем составляется численная программа описания объемов, в которых происходит перемещение элементов станка.
5. Учитывается, что в процессе работы станка в компьютер подаются сигналы скорости и положения оси заготовки, команды на включение и вы ключение механизма автоматической смены инструмента и заготовки,
6. переход па прямое управление. На основе всего этого разраба тывается общая программа, которая позволяет исключить столкновение от дельных узлов и деталей станка.
7. формируются команды включения
8. определяются положения осей.
9. Определяются скорости подач
В данной статье я предлагаю разобраться в применяемых в производстве стационарных автоматических системах против столкновений шпинделя с узлами станков.
Как же обезопасить свой станок?
Ни одна система ЧПУ не может остановить станок быстрее чем за 100 миллисекунд от момента аварии, и к сожалению, без стационарных автоматических систем защиты узлов станка, спроектированных специально для этого, не обойтись.
Почему же так происходит?
Дело в том, что в момент аварии для СЧПУ нет возможности определить факт столкновения, так как для автоматики это просто всплеск крутящего момента, который нужно компенсировать, добавив ещё мощности. И только когда спасать в основном уже нечего, привода станка отключаются. Основными достоинствами автоматических стационарных систем защиты является то, что за счёт специальных алгоритмов она распознаёт аварию за 1 миллисекунду, при чем границы срабатывания системы устанавливаются в тех же единицах измерения что и в документации к шпиндельному узлу, а именно - в виброскорости. Это очень важный момент, так как этот домен наилучшим образом подходит для распознавания аварий и диагностики станочных узлов. Так же хотелось бы отметить, что за эту 1 мс система не только даёт сигнал на останов станка, но и предварительно анализирует, фильтрует и обрабатывает сигнал, для того чтобы исключить ложные срабатывания во время обработки.
Вы можете задать вопрос, ведь моментально остановить станок нельзя, авария все равно произойдёт?
Да! Но последствия ее для узлов станка будут гораздо мягче, и это даёт вашему станку 6-8 жизней (по нашей статистике).
Стационарные автоматические системы защиты шпинделя станка от столкновения
В основе решения защиты шпинделя от столкновений лежит обучаемый искусственный интеллект (ИИ), который занимается двумя сложными задачами — уточнением прогноза движения формообразующих узлов станков (именно он уменьшает возможность столкновения) и предиктивной аналитикой того, что будет происходить по треку движения приводов подач станка. ИИ ищет лучшие маневры, исходя из контекста ситуации:
1.Автоматическая система защиты шпинделя от столкновений BRANKAMP
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры- усилие.
Автоматическая система защиты шпинделя от столкновений BRANKAMP CMS- это очень эффективный инструмент для минимизации повреждений шпинделя станка с ЧПУ, вызванных столкновениями. Интегрированные в электроавтоматику станка системы перегрузки приводов, основанные на электрических элементах, слишком медленные, чтобы избежать повреждений, так как столкновения должны быть обнаружены в течении первых миллисекунд. Электрические системы защиты находятся на концах цепи, состоящей из инструмента, шпинделя, шарико-винтовой пары,привода. Аварийный останов станка занимает до полсекунды. Время реакции оператора станка лежит в диапазоне нескольких секунд. Система CMS сокращает время обнаружения столкновения до одной миллисекунды.
1. геометрия рабочей области,
2. геометрия инструмента,
3. геометрия детали.
4. Затем составляется численная программа описания объемов, в которых происходит перемещение элементов станка.
5. Учитывается, что в процессе работы станка в компьютер подаются сигналы скорости и положения оси заготовки, команды на включение и вы ключение механизма автоматической смены инструмента и заготовки,
6. переход па прямое управление. На основе всего этого разраба тывается общая программа, которая позволяет исключить столкновение от дельных узлов и деталей станка.
7. формируются команды включения
8. определяются положения осей.
9. Определяются скорости подач
В данной статье я предлагаю разобраться в применяемых в производстве стационарных автоматических системах против столкновений шпинделя с узлами станков.
Как же обезопасить свой станок?
Ни одна система ЧПУ не может остановить станок быстрее чем за 100 миллисекунд от момента аварии, и к сожалению, без стационарных автоматических систем защиты узлов станка, спроектированных специально для этого, не обойтись.
Почему же так происходит?
Дело в том, что в момент аварии для СЧПУ нет возможности определить факт столкновения, так как для автоматики это просто всплеск крутящего момента, который нужно компенсировать, добавив ещё мощности. И только когда спасать в основном уже нечего, привода станка отключаются. Основными достоинствами автоматических стационарных систем защиты является то, что за счёт специальных алгоритмов она распознаёт аварию за 1 миллисекунду, при чем границы срабатывания системы устанавливаются в тех же единицах измерения что и в документации к шпиндельному узлу, а именно - в виброскорости. Это очень важный момент, так как этот домен наилучшим образом подходит для распознавания аварий и диагностики станочных узлов. Так же хотелось бы отметить, что за эту 1 мс система не только даёт сигнал на останов станка, но и предварительно анализирует, фильтрует и обрабатывает сигнал, для того чтобы исключить ложные срабатывания во время обработки.
Вы можете задать вопрос, ведь моментально остановить станок нельзя, авария все равно произойдёт?
Да! Но последствия ее для узлов станка будут гораздо мягче, и это даёт вашему станку 6-8 жизней (по нашей статистике).
Стационарные автоматические системы защиты шпинделя станка от столкновения
В основе решения защиты шпинделя от столкновений лежит обучаемый искусственный интеллект (ИИ), который занимается двумя сложными задачами — уточнением прогноза движения формообразующих узлов станков (именно он уменьшает возможность столкновения) и предиктивной аналитикой того, что будет происходить по треку движения приводов подач станка. ИИ ищет лучшие маневры, исходя из контекста ситуации:
- в первом случае важно сохранить шпиндель и узлы станка,
- во втором — выполнить целевую задачу по получении детали,
- в третьем — гарантировать стопроцентное избежание столкновения,
- в четвертом — передать информацию состояния технологического процесса обработки и технического состояния узлов станка в центр диагностики.
1.Автоматическая система защиты шпинделя от столкновений BRANKAMP
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры- усилие.
Автоматическая система защиты шпинделя от столкновений BRANKAMP CMS- это очень эффективный инструмент для минимизации повреждений шпинделя станка с ЧПУ, вызванных столкновениями. Интегрированные в электроавтоматику станка системы перегрузки приводов, основанные на электрических элементах, слишком медленные, чтобы избежать повреждений, так как столкновения должны быть обнаружены в течении первых миллисекунд. Электрические системы защиты находятся на концах цепи, состоящей из инструмента, шпинделя, шарико-винтовой пары,привода. Аварийный останов станка занимает до полсекунды. Время реакции оператора станка лежит в диапазоне нескольких секунд. Система CMS сокращает время обнаружения столкновения до одной миллисекунды.

2. Автоматическая система защиты PROMETEC
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры-вибрация.
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры-вибрация.

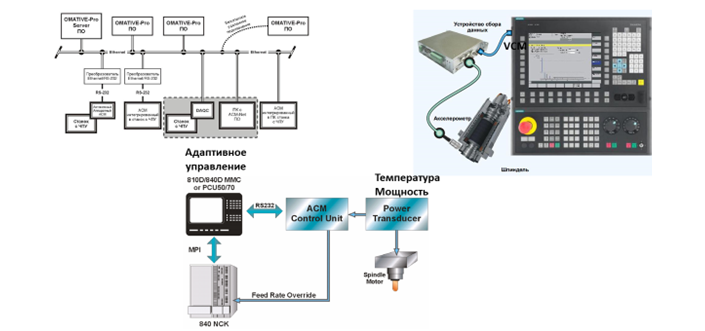
3. Автоматическая система защиты и адаптивного управления OMATIVE.
Основное назначение: адаптивное управление процессом резания и контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры-вибрация, температура, мощность.
Вибрация по трем каналам.
Система ЧПУ SINUMERIK 840 D должна иметь опцию VCM.
Основное назначение: адаптивное управление процессом резания и контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры-вибрация, температура, мощность.
Вибрация по трем каналам.
Система ЧПУ SINUMERIK 840 D должна иметь опцию VCM.
4. Автоматическая система защиты MONTRONIX
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры-вибрация, усилие, мощность.
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов).
Регистрируемые параметры-вибрация, усилие, мощность.


5. Автоматическая система защиты IFM electronic
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов) с визуализацией изменения параметров в реальном режиме времени.
Регистрируемые параметры-вибрация, температура, мощность.
Основное назначение: контроль столкновений (быстрое отключение станка при столкновении узлов) с визуализацией изменения параметров в реальном режиме времени.
Регистрируемые параметры-вибрация, температура, мощность.

6. Система динамического обнаружения столкновений и поломок шпинделя станка GEMMS,
производства фирмы ARTIS.
Современная модульная система защиты шпинделя от столкновений Genior Modular CMS02 состоит из электронного модуля, датчика и программного пакета для настройки, визуализации и управления данными. Интеграция в новые или существующие машины и системы проста. Модуль устанавливается на DIN-рейку в шкафу управления. Пьезоэлектрический тензодатчик установлен в подходящем месте в конструкции устройства. Связь с управлением машиной осуществляется через IO-соединение и поэтому может использоваться независимо от типа управления. Доступ и визуализация данных осуществляются через Ethernet-соединение из системы на базе WINDOWS, такой как промышленный ПК или панель управления машиной, но также могут выполняться непосредственно на контроллере SIEMENS TCU (LINUX).
КРАТКОЕ ОПИСАНИЕ ПРЕИМУЩЕСТВ GEMCMS02
• Машина надежно обнаруживает перегрузки, столкновения и аварии в автоматическом и ручном режиме — от очень медленных до очень быстрых осевых скоростей.
• Время отклика системы составляет < 1 мс.
• Простая интеграция в новые или существующие машины, приспособления или роботы.
• Система постоянно работает в фоновом режиме. Оперативные вмешательства необходимы только в случае тревоги (жесткая остановка)
На нижерасположенном рисунке показана функциональная схема взаимодействия Системы динамического обнаружения столкновений и поломок шпинделя станка модели GEMMS производства фирмы ARTIS с токарно-фрезерным обрабатывающем центром.
производства фирмы ARTIS.
Современная модульная система защиты шпинделя от столкновений Genior Modular CMS02 состоит из электронного модуля, датчика и программного пакета для настройки, визуализации и управления данными. Интеграция в новые или существующие машины и системы проста. Модуль устанавливается на DIN-рейку в шкафу управления. Пьезоэлектрический тензодатчик установлен в подходящем месте в конструкции устройства. Связь с управлением машиной осуществляется через IO-соединение и поэтому может использоваться независимо от типа управления. Доступ и визуализация данных осуществляются через Ethernet-соединение из системы на базе WINDOWS, такой как промышленный ПК или панель управления машиной, но также могут выполняться непосредственно на контроллере SIEMENS TCU (LINUX).
КРАТКОЕ ОПИСАНИЕ ПРЕИМУЩЕСТВ GEMCMS02
• Машина надежно обнаруживает перегрузки, столкновения и аварии в автоматическом и ручном режиме — от очень медленных до очень быстрых осевых скоростей.
• Время отклика системы составляет < 1 мс.
• Простая интеграция в новые или существующие машины, приспособления или роботы.
• Система постоянно работает в фоновом режиме. Оперативные вмешательства необходимы только в случае тревоги (жесткая остановка)
На нижерасположенном рисунке показана функциональная схема взаимодействия Системы динамического обнаружения столкновений и поломок шпинделя станка модели GEMMS производства фирмы ARTIS с токарно-фрезерным обрабатывающем центром.

На этом я заканчиваю вторую часть статьи, посвященную обзору автоматизированных систем против столкновения шпинделя с другими узлами станков с ЧПУ. Следующую часть из этого цикла я посвящу практическому применению автоматических систем защиты шпинделя от столкновений.