Модель станка: V4-2500R2n2
Производитель: фирма Forest
Заводской номер - 1638, год выпуска - 1980
Цель капитального ремонта: выполнение на станке работ по интеллектуальной адаптивной сварке трением с перемешиванием
Доброго времени суток, уважаемые коллеги!
В сегодняшней статье я расскажу о разработанном проекте капитального ремонта с глубокой модернизацией двухпортального четырехшпиндельного продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция) для выполнения работ по интеллектуальной адаптивной сварке трением с перемешиванием.
Современные инновационные и технологичные решения, применяемые в станкостроении — это то, с чем мы любим работать при разработке проектов капитального ремонта с глубокой модернизацией станков с ЧПУ, с последующей их реализацией. Технический центр ТОиР оборудования с ЧПУ являлся разработчиком, исполнителем и пользователем именно таких инновационных, продвинутых решений, приведших ко второй жизни более 180 станков с ЧПУ на предприятии.
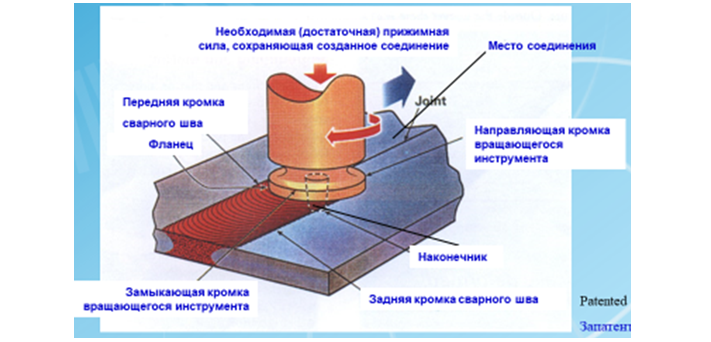
Сварка трением с перемешиванием (СТП) представляет собой процесс соединения материалов в твердой фазе и является эффективным способом получения высококачественных соединений конструкций различной геометрии, включая листовые материалы, пространственные профильные конструкции в ракетостроении, авиастроении, автомобилестроении и других отраслях. Во время процесса сварки трением с перемешиваем постоянно вращающийся специальный инструмент погружается между двумя противолежащими заготовками. Теплота трения, выделяемая при движении и трении инструмента и свариваемого материала, вызывает нагрев материала до пластифицированного состояния. Затем, по окончании процесса сварки, инструмент вынимается и пластифицированный материал затвердевает.
При сварке трением с перемешиванием между соединяемыми заготовками двигается вращающийся штифт. В результате трения материал заготовок расплавляется и образуется прочное соединение. Путем сварки трением с перемешиванием можно соединять даже трудносвариваемые или разнородные металлы – алюминий, магний, медь, титан и сталь.
Сварка трением с перемешиванием является идеальным методом соединения и дает возможность выполнения стыковых соединений или нахлестанных сварных соединений. Вдоль контактных поверхностей соединяемых деталей движется вращающийся инструмент («штифт»). Необходимые для сварки температуры достигаются трением. Материал вдоль сварного шва при этом только пластифицируется, но не разжижается. Огромное преимущество при использовании алюминиевых материалов: на швах отсутствуют поры и трещины, поэтому они устойчивы к давлению и герметичны.
На нижерасположенном рисунке показана схема процесса сварки трением с перемешиванием.
Производитель: фирма Forest
Заводской номер - 1638, год выпуска - 1980
Цель капитального ремонта: выполнение на станке работ по интеллектуальной адаптивной сварке трением с перемешиванием
Доброго времени суток, уважаемые коллеги!
В сегодняшней статье я расскажу о разработанном проекте капитального ремонта с глубокой модернизацией двухпортального четырехшпиндельного продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция) для выполнения работ по интеллектуальной адаптивной сварке трением с перемешиванием.
Современные инновационные и технологичные решения, применяемые в станкостроении — это то, с чем мы любим работать при разработке проектов капитального ремонта с глубокой модернизацией станков с ЧПУ, с последующей их реализацией. Технический центр ТОиР оборудования с ЧПУ являлся разработчиком, исполнителем и пользователем именно таких инновационных, продвинутых решений, приведших ко второй жизни более 180 станков с ЧПУ на предприятии.
Сварка трением с перемешиванием (СТП) представляет собой процесс соединения материалов в твердой фазе и является эффективным способом получения высококачественных соединений конструкций различной геометрии, включая листовые материалы, пространственные профильные конструкции в ракетостроении, авиастроении, автомобилестроении и других отраслях. Во время процесса сварки трением с перемешиваем постоянно вращающийся специальный инструмент погружается между двумя противолежащими заготовками. Теплота трения, выделяемая при движении и трении инструмента и свариваемого материала, вызывает нагрев материала до пластифицированного состояния. Затем, по окончании процесса сварки, инструмент вынимается и пластифицированный материал затвердевает.
При сварке трением с перемешиванием между соединяемыми заготовками двигается вращающийся штифт. В результате трения материал заготовок расплавляется и образуется прочное соединение. Путем сварки трением с перемешиванием можно соединять даже трудносвариваемые или разнородные металлы – алюминий, магний, медь, титан и сталь.
Сварка трением с перемешиванием является идеальным методом соединения и дает возможность выполнения стыковых соединений или нахлестанных сварных соединений. Вдоль контактных поверхностей соединяемых деталей движется вращающийся инструмент («штифт»). Необходимые для сварки температуры достигаются трением. Материал вдоль сварного шва при этом только пластифицируется, но не разжижается. Огромное преимущество при использовании алюминиевых материалов: на швах отсутствуют поры и трещины, поэтому они устойчивы к давлению и герметичны.
На нижерасположенном рисунке показана схема процесса сварки трением с перемешиванием.
В результате процесса сварки тернием с перемешиванием мы получаем:
• сварку в твердой фазе;
• высокие прочностные свойства сварного шва;
• мелкозернистую кристаллизованную структуру сварного шва;
• отсутствие в швах газовых пузырей;
• отсутствие в швах усадочных трещин;
• высокую скорость сварки;
• шов не требующий дополнительной термической обработки;
• низкие деформации свариваемых изделий;
• высокую размерную стабильность и повторяемость процесса сварки трения с перемешиванием;
• отсутствие «выгорания» легирующих элементов в шве;
• широкую номенклатуру свариваемых материалов;
• отсутствие вредного воздействия на окружающую среду;
• отсутствие повреждений от дуги, дыма и брызг;
• отсутствие вредного ультрафиолетового излучения и электромагнитной радиации;
• низкое потребление энергии.
Разработка проекта капитального ремонта первого портала специального продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция) для выполнения работ по интеллектуальной адаптивной сварке трением с перемешиванием и фрезерных работ началась с разработки технического задания для бюро эстетики и анализа состава современных станков с ЧПУ, конструкторских бюро механики, электроавтоматики и приводов, системотехники Технического центра «ТОиР оборудования с ЧПУ».
На нижерасположенном рисунке показана фотография специального продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция).
• сварку в твердой фазе;
• высокие прочностные свойства сварного шва;
• мелкозернистую кристаллизованную структуру сварного шва;
• отсутствие в швах газовых пузырей;
• отсутствие в швах усадочных трещин;
• высокую скорость сварки;
• шов не требующий дополнительной термической обработки;
• низкие деформации свариваемых изделий;
• высокую размерную стабильность и повторяемость процесса сварки трения с перемешиванием;
• отсутствие «выгорания» легирующих элементов в шве;
• широкую номенклатуру свариваемых материалов;
• отсутствие вредного воздействия на окружающую среду;
• отсутствие повреждений от дуги, дыма и брызг;
• отсутствие вредного ультрафиолетового излучения и электромагнитной радиации;
• низкое потребление энергии.
Разработка проекта капитального ремонта первого портала специального продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция) для выполнения работ по интеллектуальной адаптивной сварке трением с перемешиванием и фрезерных работ началась с разработки технического задания для бюро эстетики и анализа состава современных станков с ЧПУ, конструкторских бюро механики, электроавтоматики и приводов, системотехники Технического центра «ТОиР оборудования с ЧПУ».
На нижерасположенном рисунке показана фотография специального продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция).

Согласно нашему опыту, первостепенное значение в успешной реализации проектов капитального ремонта с глубокой модернизацией имеет хорошо проработанное техническое задание. Создание технического задания –трудоемкий процесс, требующий серьезных усилий и знаний, особенно от конструкторских и ремонтных бюро Технического центра, производственных цехов и службы Главного технолога. От того, насколько качественно подготовлено техническое задание, во многом зависит результат проведенного капитального ремонта с глубокой модернизацией оборудования с ЧПУ.
Обязательными пунктами технического задания на разработку проектов капитального ремонта с глубокой модернизацией станков с ЧПУ, на мой взгляд, должны быть следующие задания:
1.1. Цель капитального ремонта с глубокой модернизацией.
1.2. Технические характеристики станка согласно паспорту.
1.3. Ожидаемые технические характеристики станка после проведенного капитального ремонта с глубокой модернизаций.
1.4. Фактическое техническое состояние станка:
1.5. Максимально полные сведения по системе ЧПУ и приводам.
1.6. Список технологических операций, которые в настоящее время выполняет станок.
1.7. Сведения о наличии оригинальных узлов и технической документации на станок.
1.8. Четко сформулированные требования к капитально отремонтированному с глубокой модернизацией станка:
1.9. Требования и информация о компонентах механических, гидравлических узлов, смазке, пневматике, системе СОЖ:
1.10. Требования и информация о компонентах системы ЧПУ и электроавтоматики:
1.11. Требования к электрическим шкафам и пультам управления: производитель, наличие системы кондиционирования.
1.12. Требования к комплекту технической документации.
Коллегам может показаться, что эти требования к техническому заданию завышены, но, поверьте нашему 20-летнему опыту: чем больше информации раскрыто в ТЗ, тем легче идет работа на других стадиях реализации проекта.
2. Капитальный ремонт первого портала специального продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция)
2.1. Этапы проведения капитального ремонта специального продольно-фрезерного станка модели
V4-2500R2n2 производства фирмы Forest (Франция)
2.1.1. Первым делом составляется первоначальная дефектация, проверяется укомплектованность электрооборудования и механической части.
2.1.2. Станок полностью разбирается на основные узлы, а они — на составляющие детали.
2.1.3. Все детали очищаются от загрязнений и протираются.
21.1.4. Уточняются детали, требующие замены или ремонта по имеющейся дефектной ведомости.
2.1.5. Восстанавливаются или заменяются изношенные узлы и детали.
2.1.6. Устанавливаются новые подшипники качения.
2.1.7. Меняются повреждённые муфты и зубчатые колёса.
2.1.8. Частично или полностью заменяются передачи привода винтовой пары.
2.1.9. Изготавливаются проставки для увеличения длины колонн.
2.1.10. Изготавливаются каретки для шпиндельных бабок
2.1.1 Проводятся работы по сборке электрошкафов управления по разработанным электрическим схемам.
2.1.12. Изношенные крепёжные элементы удаляются и заменяются новыми.
2.1.13. Регулировочные клинья и прижимные планки восстанавливаются, изготавливаются и регулируются.
2.1.14. Ремонтируются системы смазки и охлаждения.
2.1.15. Восстанавливается или меняется на новое пневматическое оборудование.
2.1.16. Шлифуются, шабрятся и выверяются направляющие поверхности кареток шпиндельных бабок, станины.
2.1.17. Все узлы станка собираются, проверяется на правильность их взаимодействия.
2.1.18. Станок обкатывается на холостом ходу, с различными скоростями и подачами.
2.1.20. Проверяется наличие постороннего шума.
2.1.22. Обрабатывается пробная заготовка, на которой проверяется шероховатость и точность обработки.
2.1.23. На станок необходимо установить систему мониторинга и автоматического контроля и документирования всех параметров процесса динамического состояния узлов станка во время сварки трения с перемешиванием KUKA PCD. Она была разработана специально для процессов FSW с траекторным управлением. Помимо управления характеристиками деталей и продуктов, она предлагает функцию контроля параметров в цифровой и графической форме. В число функций системы KUKA PCD входит также экспорт данных, диагностика процесса и архивирование всех технологических данных в электронном формате.
3. Модернизация первого портала специального продольно-фрезерного станка модели
V4-2500R2n2 производства фирмы Forest (Франция)
для выполнения работ по интеллектуальной адаптивной сварки трением с перемешиванием и фрезерных работ
3.1. Описание модернизации станка.
С целью снижения трудоемкости процесса проектирования и проведения кинематических и силовых расчетов привода с бесступенчатым регулированием, расчетов зубчатых передач, валов и подшипников и других видов расчета использовались системы автоматизированного проектирования КОМПАС-3D, PEKAD, CAE-система ANSYS.
3.1.1. На первом этапе, бюро дизайна и компоновки станков выполнило следующие работы:
3.1.2. Суть разрабатываемого нами решения состояла в том, что бы на базе действующего морально и технически устаревшего портала специального продольно-фрезерного станка модели V4-2500R2n2 создать капитально отремонтированный с глубокой модернизацией станок для выполнения работ по интеллектуальной адаптивной сварки трением с перемешиванием и фрезерных работ, с применением элементов агрегатирования.
3.1.3. Для реализации проекта использовались базовые детали используемого станка и плюс к этому:
3.1.4. Дополнительные опции
В число дополнительных опций входят:
1. Примерные требования к Техническому заданию на разработку проекта капитального ремонта с глубокой модернизацией первого портала специального продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция) для выполнения работ по интеллектуальной адаптивной сварке трением с перемешиванием и фрезерных работ
Обязательными пунктами технического задания на разработку проектов капитального ремонта с глубокой модернизацией станков с ЧПУ, на мой взгляд, должны быть следующие задания:
1.1. Цель капитального ремонта с глубокой модернизацией.
1.2. Технические характеристики станка согласно паспорту.
1.3. Ожидаемые технические характеристики станка после проведенного капитального ремонта с глубокой модернизаций.
1.4. Фактическое техническое состояние станка:
- дефектная ведомость и протоколы замеров паспортных характеристик и геометрии станка.
1.5. Максимально полные сведения по системе ЧПУ и приводам.
1.6. Список технологических операций, которые в настоящее время выполняет станок.
1.7. Сведения о наличии оригинальных узлов и технической документации на станок.
1.8. Четко сформулированные требования к капитально отремонтированному с глубокой модернизацией станка:
- какие параметры станка производство планирует получить после проведенного капитального ремонта с глубокой модернизацией,
- какие технологические операции и с какой точностью планируется выполнять.
1.9. Требования и информация о компонентах механических, гидравлических узлов, смазке, пневматике, системе СОЖ:
- указать свои пожелания к работе по каждому из ремонтируемых, заменяемых или модернизируемых узлов;
- указать требования к комплектующим;
- обозначить слабые места конструкции.
1.10. Требования и информация о компонентах системы ЧПУ и электроавтоматики:
- указать требуемую систему ЧПУ;
- указать требования к компонентам, используемым для модернизации.
1.11. Требования к электрическим шкафам и пультам управления: производитель, наличие системы кондиционирования.
1.12. Требования к комплекту технической документации.
Коллегам может показаться, что эти требования к техническому заданию завышены, но, поверьте нашему 20-летнему опыту: чем больше информации раскрыто в ТЗ, тем легче идет работа на других стадиях реализации проекта.
2. Капитальный ремонт первого портала специального продольно-фрезерного станка модели V4-2500R2n2 производства фирмы Forest (Франция)
2.1. Этапы проведения капитального ремонта специального продольно-фрезерного станка модели
V4-2500R2n2 производства фирмы Forest (Франция)
2.1.1. Первым делом составляется первоначальная дефектация, проверяется укомплектованность электрооборудования и механической части.
2.1.2. Станок полностью разбирается на основные узлы, а они — на составляющие детали.
2.1.3. Все детали очищаются от загрязнений и протираются.
21.1.4. Уточняются детали, требующие замены или ремонта по имеющейся дефектной ведомости.
2.1.5. Восстанавливаются или заменяются изношенные узлы и детали.
2.1.6. Устанавливаются новые подшипники качения.
2.1.7. Меняются повреждённые муфты и зубчатые колёса.
2.1.8. Частично или полностью заменяются передачи привода винтовой пары.
2.1.9. Изготавливаются проставки для увеличения длины колонн.
2.1.10. Изготавливаются каретки для шпиндельных бабок
2.1.1 Проводятся работы по сборке электрошкафов управления по разработанным электрическим схемам.
2.1.12. Изношенные крепёжные элементы удаляются и заменяются новыми.
2.1.13. Регулировочные клинья и прижимные планки восстанавливаются, изготавливаются и регулируются.
2.1.14. Ремонтируются системы смазки и охлаждения.
2.1.15. Восстанавливается или меняется на новое пневматическое оборудование.
2.1.16. Шлифуются, шабрятся и выверяются направляющие поверхности кареток шпиндельных бабок, станины.
2.1.17. Все узлы станка собираются, проверяется на правильность их взаимодействия.
2.1.18. Станок обкатывается на холостом ходу, с различными скоростями и подачами.
2.1.20. Проверяется наличие постороннего шума.
2.1.22. Обрабатывается пробная заготовка, на которой проверяется шероховатость и точность обработки.
2.1.23. На станок необходимо установить систему мониторинга и автоматического контроля и документирования всех параметров процесса динамического состояния узлов станка во время сварки трения с перемешиванием KUKA PCD. Она была разработана специально для процессов FSW с траекторным управлением. Помимо управления характеристиками деталей и продуктов, она предлагает функцию контроля параметров в цифровой и графической форме. В число функций системы KUKA PCD входит также экспорт данных, диагностика процесса и архивирование всех технологических данных в электронном формате.
3. Модернизация первого портала специального продольно-фрезерного станка модели
V4-2500R2n2 производства фирмы Forest (Франция)
для выполнения работ по интеллектуальной адаптивной сварки трением с перемешиванием и фрезерных работ
3.1. Описание модернизации станка.
С целью снижения трудоемкости процесса проектирования и проведения кинематических и силовых расчетов привода с бесступенчатым регулированием, расчетов зубчатых передач, валов и подшипников и других видов расчета использовались системы автоматизированного проектирования КОМПАС-3D, PEKAD, CAE-система ANSYS.
3.1.1. На первом этапе, бюро дизайна и компоновки станков выполнило следующие работы:
- по анализу компоновки узлов станка,
- по доработке кинематической схемы первого портала станка,
- по анализу взаимного расположения рабочих органов станка, с учетом особенности исходной кинематической схемы модернизируемого станка и пространственного положения двух шпиндельных бабок с мотор-шпинделями. Особенностью реализации установки двух шпиндельных бабок с мотор- шпинделями, предназначенными для сварки трением с перемешиванием и фрезерных работ, является расширение диапазона регулирования за счет увеличения верхнего диапазона частот вращения шпинделя, при условии сохранения нижнего ряда частот, а также исключении падения мощности привода.
3.1.2. Суть разрабатываемого нами решения состояла в том, что бы на базе действующего морально и технически устаревшего портала специального продольно-фрезерного станка модели V4-2500R2n2 создать капитально отремонтированный с глубокой модернизацией станок для выполнения работ по интеллектуальной адаптивной сварки трением с перемешиванием и фрезерных работ, с применением элементов агрегатирования.
3.1.3. Для реализации проекта использовались базовые детали используемого станка и плюс к этому:
- современные отечественные или импортные системы ЧПУ, которые кроме высокой производительности могут поддерживать до 16 интерполируемых осей и имеют сетевую поддержку с относительно несложной адаптацией под конкретное технологическое оборудование;
- готовые к установке на станок быстродействующие цифровые сервоприводы отечественного и зарубежного производства на мощных транзисторных ключах с предварительной компьютерной настройкой;
- зарубежные и отечественные шарико-винтовые пары, выпускаемые практически под любые размеры и технологические задачи; шариковые и роликовые линейные направляющие, являющиеся готовыми узлами, которые также выпускаются под любые размеры и нагрузки;
- линейные приводы для перемещений по дополнительным осям, которые также являются готовым универсальным узлом;
- силовые и скоростные кольцевые двигатели, которые позволяют исключить зубчатые передачи и тем самым значительно упрощают конструкцию узла или агрегата;
- готовые к установке в виде законченного узла мотор-шпиндели различного применения (силовые и высокоскоростные, с частотным регулированием и векторным управлением, с синхронными и асинхронными двигателями);
- готовые станции по температурному регулированию шпиндельных узлов и линейных направляющих;
- станции по циркуляционной и импульсной смазке станка;
- станции СОЖ (смазочно-охлаждающая жидкость);
- современные кабель-каналы для укладки шин управления станком и средства для защиты направляющих;
- современные магазины и манипуляторы для смены инструмента и специальной оснастки;
- современные интегрированные CAD/CAM–системы с сетевой поддержкой управляющего оборудования, которые позволяют работать напрямую с 3D- моделями и моделировать весь процесс обработки с учетом качества и времени обработки
3.1.4. Дополнительные опции
В число дополнительных опций входят:
- поворотный стол,
- фильтрующий лоток,
- комплект двойного зонда,
- система подача охлаждающей жидкости через шпиндель по системе Niagara и система подачи охлаждающей жидкости Mazak SUPERFLOW 1000 PSI под высоким давлением,
- гидравлический агрегат,
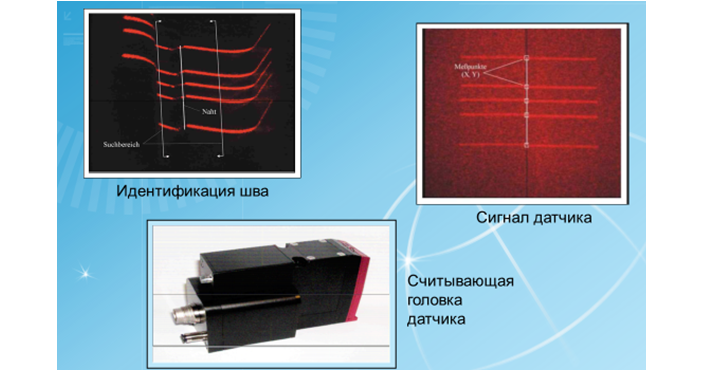
- система слежения за качеством сварного шва, схема работы которой показана на нижерасположенном рисунке.
3.2. Первый портал продольно фрезерного станка
3.2.1.На первом этапе, согласно разработанному техническому заданию бюро эстетики Технического центра были выполнены работы по анализу развития и оснащенности современных станков с ЧПУ производства фирмы Forest и оборудования, применяющегося для сварки трением с перемешиванием с выпуском эскизного варианта модернизированного портала станка, чертеж которого мы видим на нижерасположенном рисунке.
3.2.1.На первом этапе, согласно разработанному техническому заданию бюро эстетики Технического центра были выполнены работы по анализу развития и оснащенности современных станков с ЧПУ производства фирмы Forest и оборудования, применяющегося для сварки трением с перемешиванием с выпуском эскизного варианта модернизированного портала станка, чертеж которого мы видим на нижерасположенном рисунке.
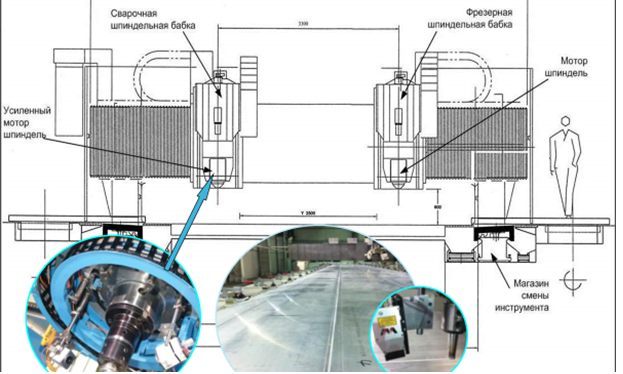
На данном рисунке представлен чертеж предлагаемого нового первого портала продольно фрезерного станка, который имеет:
На сварочный и фрезерный шпиндели предлагается установить трехосевые фрезерные головки, общий вид которых показан на нижерасположенном рисунке:
- Увеличенную высоту портала на 1400 мм. за счет изготовления и установки в колоны проставок.
- Две шпиндельные каретки с новыми ШВП.
- Сварочную шпиндельную бабку.
- Фрезерную шпиндельную бабку с мотор-шпинделем.
На сварочный и фрезерный шпиндели предлагается установить трехосевые фрезерные головки, общий вид которых показан на нижерасположенном рисунке:
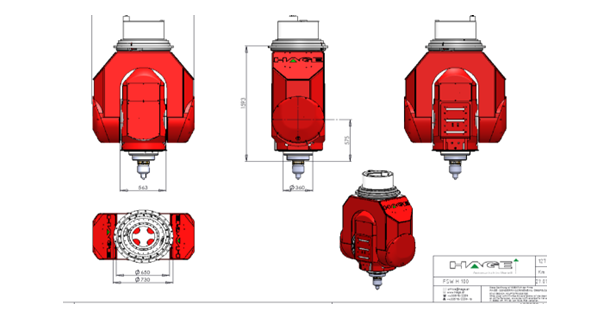
Технические характеристики трех осевой головки:
Ось-С:
Ось A:
Ось W (Серво-гидравлическая):
Мотор-шпиндель IBAG:
3.3. Магазин на 30 инструментов
Установить два инструментальных магазина на 30 мест под траверсой на левую и правую колоны со следующими техническими параметрами:
На нижерасположенном рисунке изображена фотография планируемого для установки магазина инструментов:
Ось-С:
- Рабочая область: ± 200º
- Момент длительного действия S1: 2500 Nm
- Зажимной момент: 4600 Nm
- Точность позиционирования: ± 20” (0.0055º)
- Скорость вращения: 30 об/мин
Ось A:
- Рабочая область: ± 100º
- Момент длительного действия S1: 2500 Nm
- Зажимной момент: 9800 Nm
- Точность позиционирования: ± 20” (0.0055º)
Ось W (Серво-гидравлическая):
- Рабочая область: 50 мм
- Нагрузка: 100 kN
- Система измерения силы
- Система измерения перемещения рабочих органов
Мотор-шпиндель IBAG:
- Скорость вращения: 20000 об/мин
- Мощность S1: 30 kW
- Момент S1: 800 Nm
- Конус: HSK A 125
- Охлаждение инструмента через центр шпиндельного вала
- Диаметр: 360 мм
- Скорость вращения: 30 об/мин
3.3. Магазин на 30 инструментов
Установить два инструментальных магазина на 30 мест под траверсой на левую и правую колоны со следующими техническими параметрами:
- поворотный стол на 30 инструментов типа HSK63A;
- сервомотор Siemens FT6 и измерительный преобразователь вращательного движения;
- максимальный диаметр инструмента 63 мм.;
- максимальная длина инструмента 200мм.;
- максимальный вес инструмента 5кг.
На нижерасположенном рисунке изображена фотография планируемого для установки магазина инструментов:

3.4. Предлагаемое оборудование для первого портала
-один механический шпиндель с высоким крутящим моментом мощностью 45 KW-585Nm-6500rpm,
-другой мотор шпиндель мощностью 40 KW – 51 Nm-28000rpm.
- Ползун, оснащённый сдвоенной шпиндельной головкой типа “Easymir”.
- 5-осевая шпиндельные бабки, оснащенные двумя шпинделями:
-один механический шпиндель с высоким крутящим моментом мощностью 45 KW-585Nm-6500rpm,
-другой мотор шпиндель мощностью 40 KW – 51 Nm-28000rpm.
- Шпиндельная головка с кинематикой осей А и С.
- Два ползуна и ось Z (включая направляющие).
- Блок термостабилизации мотор-шпинделя.
- Блок смазки мотор-шпинделя.
- Станция централизованной смазки направляющих.
- Предлагаемая сдвоенная гибридная фрезерная шпиндельная бабка, оснащённая ползуном, с помощью которого обеспечивается дополнительный вертикальный ход до 700 мм и расстояние от стола до торца шпинделя 1300 мм, фотография которой показана на нижерасположенном рисунке.

Технические характеристики высокочастотного шпинделя:
Тип головки: GMN
Модель шпинделя: HCS 170
Номинальная мощность: 46kW
Обороты шпинделя: 28000 об/мин
Номинальный крутящий момент: 59 Nm
Конус: HSK 63A
Зажим инструмента: автоматический
Смазка подшипников шпинделя: «воздух/масло»
Масляный туман: внешнее воздействие путем распыления через четыре форсунки
Охлаждение: через шпиндель
Система мониторинга балансировки инструмента имеет два уровня:
-один уровень предупредительный,
-второй уровень аварийный.
Когда уровень вибрации превосходит предупредительный уровень, на панели оператора появляется предупреждающее сообщение.
Когда уровень вибрации превосходит аварийный уровень, станок останавливается.
При этом Система “Montronix” имеет следующие три уровня обнаружения неисправностей:
Уровень 1:
Уровень 2:
Уровень 3:
На нижерасположенном рисунке показан шпиндель с установленным трехосевым датчиком вибрации.
Тип головки: GMN
Модель шпинделя: HCS 170
Номинальная мощность: 46kW
Обороты шпинделя: 28000 об/мин
Номинальный крутящий момент: 59 Nm
Конус: HSK 63A
Зажим инструмента: автоматический
Смазка подшипников шпинделя: «воздух/масло»
Масляный туман: внешнее воздействие путем распыления через четыре форсунки
Охлаждение: через шпиндель
- Установить систему мониторинга и балансировки инструмента, принцип работы которой заключается в съеме информации с встроенного в торец шпинделя акселерометра с последующим выводом полученной информации на панель оператора УЧПУ типа “Sinumerik 840 D sl” во избежание многих проблем по причине несоответствующего применения шпинделя.
Система мониторинга балансировки инструмента имеет два уровня:
-один уровень предупредительный,
-второй уровень аварийный.
Когда уровень вибрации превосходит предупредительный уровень, на панели оператора появляется предупреждающее сообщение.
Когда уровень вибрации превосходит аварийный уровень, станок останавливается.
- Прочие:
- Обеспечить систему защиты станка от коррозии и пыли по классу IP55.
- Необходимо установить систему продувки воздухом конуса шпинделя.
- Необходимо установить систему мониторинга температуры и расхода СОЖ.
- Необходимо установить систему мониторинга технического состояния системы зажима инструмента.
- Необходимо установить аварийный детектор выходной мощности шпинделя.
- Необходимо установить систему измерения и контроля фактических оборотов шпинделя.
- Необходимо установить систему мониторинга технического состояния узлов шпинделя и против столкновения типа "Montronix", для чего проработать вопрос установки на нижнею часть ползунов обеих шпиндельных бабок датчиков вибрации типа “Montronix”, которые обнаруживают возникающие технические неисправности в системе шпинделя и обеспечивают защиту шпинделя от столкновений с другими узлами станка, а также инструментом и заготовкой во время работы станка.
При этом Система “Montronix” имеет следующие три уровня обнаружения неисправностей:
Уровень 1:
- небольшие неисправности,
- вывод предупредительного сообщения на панель оператора «Обнаружение перегрузок», но безопасность работы станка не нарушена.
Уровень 2:
- неисправности, которые могут привести к ограничению технологических возможностей станка,
- неисправности, которые могут привести к ограничению требований контроля объемной геометрической точности станка.
Уровень 3:
- серьезная неисправность, которая приводит к аварийной остановке станка.
На нижерасположенном рисунке показан шпиндель с установленным трехосевым датчиком вибрации.

На нижерасположенном рисунке показан трехосевой датчик вибрации типа “Montronix”.

8.Система мониторинга с глубокой диагностикой технического состояния узлов станка.
9.Измерительная система фирмы «Renishaw» для измерения инструмента и детали.
10.Подключение АИС «Диспетчер».
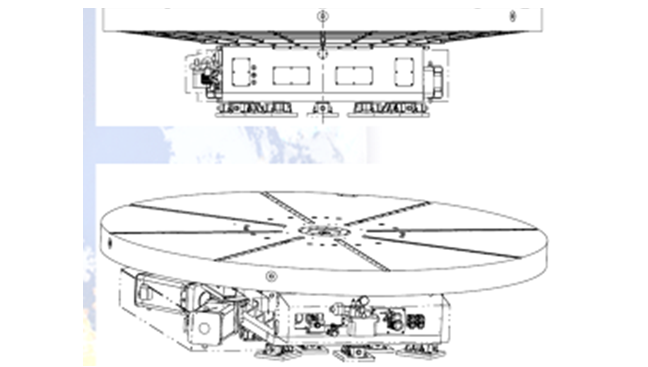
В гаражной зоне установить силовой поворотный круговой стол со следующими техническими параметрами:
На нижерасположенном рисунке показан чертеж силового поворотного стола.
9.Измерительная система фирмы «Renishaw» для измерения инструмента и детали.
10.Подключение АИС «Диспетчер».
4. Силовой поворотный стол
В гаражной зоне установить силовой поворотный круговой стол со следующими техническими параметрами:
- диаметр стола - 2800 мм.
- Т-образные пазы -10х22Н12=1х22Н7
- нагрузка осевая на стол -15000 кг
- привод - двух редукторный электродвигатель производства фирмы” Siemens”
- скорость подачи - 2об/мин и 4об/мин
На нижерасположенном рисунке показан чертеж силового поворотного стола.
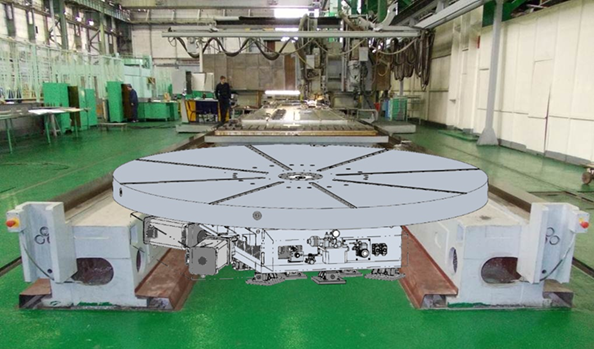
На нижерасположенном рисунке показано месторасположение силового поворотного стола в гаражной зоне станка.
Разработанное в проекте оборудование для интеллектуальной адаптивной сварки трением с перемешиванием позволяет полностью заместить импорт оборудования сварки трением с перемешиванием для изготовления крупногабаритных изделий ответственного назначения в авиакосмической и транспортной отраслях РФ.
На нижерасположенном рисунке показан перечень основных работ по капитальному ремонту продольно-фрезерного станка модели V4-2500R2n2:
На нижерасположенном рисунке показан перечень основных работ по капитальному ремонту продольно-фрезерного станка модели V4-2500R2n2:

На предлагаемом специальном продольно фрезерном станке для фиксации свариваемых заготовок предусмотрены:
-вакуумный стол
-зажимные устройства.
Работает оборудование в автоматическом режиме с предварительной подготовкой свариваемых поверхностей, с ручной укладкой заготовок на вакуумный стол и выемки сваренных изделий.
Таким образом, разработанный проект капитального ремонта с глубокой модернизацией первого портала специального продольно-фрезерного станка модели V4-2500R2n2 для выполнения работ по интеллектуальной адаптивной сварке трением с перемешиванием и вспомогательных фрезерных работ может быть использован в ракетостроительной и авиационной промышленности, судостроении и вагоностроении для получения сварных крупногабаритных конструкций из алюминиевых или магниевых сплавов.
В результате мы получили проект создания станка для сварки методом трения с перемешиванием крупногабаритных конструкций из алюминиевых и магниевых сплавов с возможностью проводить подготовительные работы для сварки заготовок, а также с возможностью получения панелей с заданной кривизной. Положительный экономический результат достигается за счет того, что предлагается станок для сварки трением с перемешиванием крупногабаритных конструкций из алюминиевых и магниевых сплавов, содержащий рабочий стол, направляющие, сварочный и фрезерный шпинделя, шпиндельное устройство, включающее сварочный и металлообрабатывающий инструменты, гидравлическое устройство фиксации свариваемых заготовок. Свариваемые заготовки устанавливаются на неподвижный вакуумный стол, а сварочный инструмент установлен в сварочный шпиндель, установленный на траверсу и имеющую вертикальное и горизонтальное перемещения.
На этом я заканчиваю очередную статью.
-вакуумный стол
-зажимные устройства.
Работает оборудование в автоматическом режиме с предварительной подготовкой свариваемых поверхностей, с ручной укладкой заготовок на вакуумный стол и выемки сваренных изделий.
Таким образом, разработанный проект капитального ремонта с глубокой модернизацией первого портала специального продольно-фрезерного станка модели V4-2500R2n2 для выполнения работ по интеллектуальной адаптивной сварке трением с перемешиванием и вспомогательных фрезерных работ может быть использован в ракетостроительной и авиационной промышленности, судостроении и вагоностроении для получения сварных крупногабаритных конструкций из алюминиевых или магниевых сплавов.
В результате мы получили проект создания станка для сварки методом трения с перемешиванием крупногабаритных конструкций из алюминиевых и магниевых сплавов с возможностью проводить подготовительные работы для сварки заготовок, а также с возможностью получения панелей с заданной кривизной. Положительный экономический результат достигается за счет того, что предлагается станок для сварки трением с перемешиванием крупногабаритных конструкций из алюминиевых и магниевых сплавов, содержащий рабочий стол, направляющие, сварочный и фрезерный шпинделя, шпиндельное устройство, включающее сварочный и металлообрабатывающий инструменты, гидравлическое устройство фиксации свариваемых заготовок. Свариваемые заготовки устанавливаются на неподвижный вакуумный стол, а сварочный инструмент установлен в сварочный шпиндель, установленный на траверсу и имеющую вертикальное и горизонтальное перемещения.
На этом я заканчиваю очередную статью.