Шарико-винтовые передачи предназначены для преобразования вращательного движения в прямолинейное. Применяются в металлообрабатывающих станках, промышленных роботах, радиотелескопах, в транспортных средствах, нестандартном оборудовании и т.д.
Уважаемые друзья и коллеги!
Меньше всего хотелось, чтобы мои статьи по организации ТОиР оборудования с ЧПУ воспринимались исключительно бесполезными для профильных специалистов в сфере ремонтного сервиса оборудования с ЧПУ, так как цикл своих статей я попытался сделать максимально содержательным и интересным, сконцентрированным на инновационных методах, с использованием своего многолетнего практического опыта работа в этой сфере.
Независимо от того - знакомитесь ли Вы с управлением ТОиР оборудования с ЧПУ впервые или уже прочли все книги и посмотрели все видео по данной теме, - данный цикл статей будет полезен для Вас. Мои статьи обобщают, структурируют и систематизируют суть методологи ТОиР оборудования с ЧПУ. И мне, как автору этих статей, специалисту в области ТОиР оборудования с ЧПУ, имеющему большой опыт, хотелось, чтобы Вы поняли суть изложенного материала и смогли взять на вооружение при организации инновационных систем управления ТОиР оборудования с ЧПУ на ваших предприятиях.
При решении организации инновационных систем управления ТОиР оборудования с ЧПУ Вы столкнетесь со множеством проблем. Но помните о том, что любые проблемы, которые Вас взволновали, Ваши заморочки, вызывающие тревогу, боль по причине непонимания Вас руководством - все это повод для того, чтобы обратиться к моим опубликованным статьям.
В данной статье я поговорю об организации технического обслуживания и ремонта (ТОиР) шарико- винтовых передач (ШВП), являющихся одним из основных формообразующих узлов станков с ЧПУ, обеспечивающих точность обработки деталей и их форму.
Шариковая винтовая передача (ШВП) является прецизионным элементом и используется для передачи поступательного движения приводов подач станков с ЧПУ. Она применяется как исполнительный механизм приводов подвижных столов, суппортов, консолей, шпиндельных головок и других элементов оборудования.
ШВП обладает высокой точностью, жесткостью, долговечностью, малыми потерями на трение и обеспечивает плавность перемещений даже на самых малых скоростях. Конструкция ШВП позволяет создавать предварительный натяг между элементами качения и полностью устранять зазор в резьбе.
Однако, ШВП имеют и недостатки, заключающиеся в сложности изготовления и технического обслуживания, высокой стоимости и неремонтопригодности.
На нижерасположенном рисунке показана типовая ШВП.
Уважаемые друзья и коллеги!
Меньше всего хотелось, чтобы мои статьи по организации ТОиР оборудования с ЧПУ воспринимались исключительно бесполезными для профильных специалистов в сфере ремонтного сервиса оборудования с ЧПУ, так как цикл своих статей я попытался сделать максимально содержательным и интересным, сконцентрированным на инновационных методах, с использованием своего многолетнего практического опыта работа в этой сфере.
Независимо от того - знакомитесь ли Вы с управлением ТОиР оборудования с ЧПУ впервые или уже прочли все книги и посмотрели все видео по данной теме, - данный цикл статей будет полезен для Вас. Мои статьи обобщают, структурируют и систематизируют суть методологи ТОиР оборудования с ЧПУ. И мне, как автору этих статей, специалисту в области ТОиР оборудования с ЧПУ, имеющему большой опыт, хотелось, чтобы Вы поняли суть изложенного материала и смогли взять на вооружение при организации инновационных систем управления ТОиР оборудования с ЧПУ на ваших предприятиях.
При решении организации инновационных систем управления ТОиР оборудования с ЧПУ Вы столкнетесь со множеством проблем. Но помните о том, что любые проблемы, которые Вас взволновали, Ваши заморочки, вызывающие тревогу, боль по причине непонимания Вас руководством - все это повод для того, чтобы обратиться к моим опубликованным статьям.
В данной статье я поговорю об организации технического обслуживания и ремонта (ТОиР) шарико- винтовых передач (ШВП), являющихся одним из основных формообразующих узлов станков с ЧПУ, обеспечивающих точность обработки деталей и их форму.
Шариковая винтовая передача (ШВП) является прецизионным элементом и используется для передачи поступательного движения приводов подач станков с ЧПУ. Она применяется как исполнительный механизм приводов подвижных столов, суппортов, консолей, шпиндельных головок и других элементов оборудования.
ШВП обладает высокой точностью, жесткостью, долговечностью, малыми потерями на трение и обеспечивает плавность перемещений даже на самых малых скоростях. Конструкция ШВП позволяет создавать предварительный натяг между элементами качения и полностью устранять зазор в резьбе.
Однако, ШВП имеют и недостатки, заключающиеся в сложности изготовления и технического обслуживания, высокой стоимости и неремонтопригодности.
На нижерасположенном рисунке показана типовая ШВП.
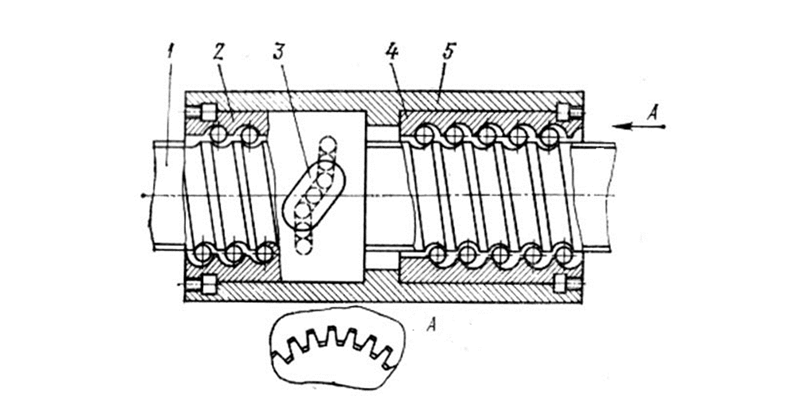
1. Винт
2. Гайка
3. Специальный вкладыш в гайке
4. Гайка
5. Корпус гайки
Типовая конструкция ШВП состоит из винта (п.1 на рисунке), двух гаек (п. 2 и п. 4 на рисунке) и шариков. При движении каждый комплект шариков циркулирует в пределах одного витка по каналу возврата, выполненному в специальном вкладыше (п. 3 на рисунке), соединяющем два соседних витка резьбы. Число вкладышей при стандартном исполнении равно трем. Гайки (п. 2 и п. 4 на рисунке) помещены в общем корпусе (п.5 на рисунке) и жестко связаны с ним зубчатыми венцами (вид А). Количество зубьев одной из гаек на единицу больше, чем у другой. Это дает возможность очень тонко регулировать малые перемещения (в пределах долей мкм) их относительно друг друга и тем самым с высокой точностью изменять усилие предварительного натяга в ШВП.
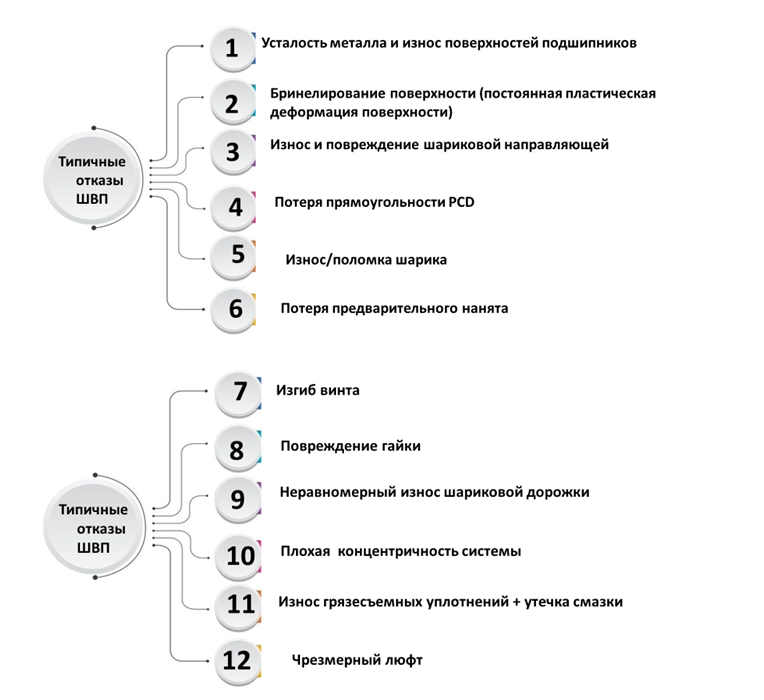
В процессе эксплуатации станков с ЧПУ часто происходят нарушения работы ШВП, приводящие к потере точности обработки. Типичные отказы и неисправности ШВП, возникшие в результате эксплуатации станков с ЧПУ на предприятии в течении последних 26 лет, приведены на нижерасположенных рисунках.
2. Гайка
3. Специальный вкладыш в гайке
4. Гайка
5. Корпус гайки
Типовая конструкция ШВП состоит из винта (п.1 на рисунке), двух гаек (п. 2 и п. 4 на рисунке) и шариков. При движении каждый комплект шариков циркулирует в пределах одного витка по каналу возврата, выполненному в специальном вкладыше (п. 3 на рисунке), соединяющем два соседних витка резьбы. Число вкладышей при стандартном исполнении равно трем. Гайки (п. 2 и п. 4 на рисунке) помещены в общем корпусе (п.5 на рисунке) и жестко связаны с ним зубчатыми венцами (вид А). Количество зубьев одной из гаек на единицу больше, чем у другой. Это дает возможность очень тонко регулировать малые перемещения (в пределах долей мкм) их относительно друг друга и тем самым с высокой точностью изменять усилие предварительного натяга в ШВП.
В процессе эксплуатации станков с ЧПУ часто происходят нарушения работы ШВП, приводящие к потере точности обработки. Типичные отказы и неисправности ШВП, возникшие в результате эксплуатации станков с ЧПУ на предприятии в течении последних 26 лет, приведены на нижерасположенных рисунках.
Для поддержания в технически исправном состоянии в соответствии с паспортными данными оборудования с ЧПУ и его узлов, в частности ШВП, на предприятии был создан Технический центр ТОиР оборудования с ЧПУ, который централизованно осуществлял и осуществляет следующие виды работ:
Работы по ремонту ШВП Технический центр проводит силами ремонтных бюро, бюро диагностики и централизованного специализированного участка по ремонту ШВП по ниже представленной методике.
Плановое техническое обслуживание или обслуживание по фактическому состоянию ШВП
ШВП отличаются надежностью и повышенной износостойкостью. Но если экономить на профилактическом обслуживании и неправильном или неполном выполнении рекомендаций производителей ШВП, то можно получить довольно серьезные финансовые потери.
Плановое техническое обслуживание ШВП проводят ремонтные бюро отдела ТОиР оборудования с ЧПУ и бюро диагностики непосредственно на станке по графику через каждые 400 часов работы станка с применением 1 ступени диагностики.Для диагностики технического состояния ШВП в основном применяются системы QC-10, QC-20 и система удаленного мониторинга.
Шарико-винтовая передача работает преимущественно в условиях трения качения, и если их контактирующие поверхности защищены, то износ в них почти отсутствует, но при попадании посторонних частиц износ многократно увеличивается. Этот износ особенно опасен и потому, что погрешности изготовления и величина предварительного натяга измеряются микронами. Также опасна утрата предварительного натяга вследствие износа дорожек и тел качения, что ведет к снижению точности обработки.
Анализ причин выхода из строя ШВП показал, что 65 % отказов произошли из-за плохого технического обслуживания, что подтверждается наличием в сопряжении тел качения стружки, грязи, абразивной пыли, химических активных веществ. По причинам неграмотной регулировки зарегистрировано 32 % отказов и 3 % — по другим причинам, например из-за отказов в системе управления при отсутствии предохранительных механизмов (перетяжки), перегрузках при эксплуатации и др.
Опыт эксплуатации показал, что решающее влияние на долговечность эксплуатации ШВП оказывает правильная организация их технического обслуживания (ТО). Потеря работоспособности шарико-винтовой передачи происходит главным образом из-за плохого ухода и несвоевременной регулировки.
При плановом техническом осмотре проверяют исправность крепления и герметичность защитных устройств (кожухи, щиты, гармошки, обтиратели): количество и качество смазывания, работу и состояние системы смазки, плавность перемещения исполнительных органов станка и устраняют выявленные неисправности. Проводят 1 ступень диагностики.
Ремонтные бюро отдела ТОиР оборудования с ЧПУ применяют метод диагностирования ШВП на собранном станке по числу холостых импульсов, поданных с пульта программного управления. Однако это не отражает точного состояния шарико-винтовой передачи, потому что при этом получают мертвый ход (суммарные люфты), зависящий от винтовой пары, цепи привода к ней, а также от качества регулировки прижимных планок и клиньев, соединений с электродвигателем, гидроусилителем и др., которые необходимо учитывать раздельно. Качественно мертвый ход представляет собой угол поворота ведущего звена, в пределах которого при реверсе ведомое звено остается неподвижным по причине износа или разрегулировки. Определение мертвого хода в механических цепях необходимо для выявления наибольших ошибок и определения максимальных суммарных погрешностей при обработке деталей.
Результаты определения суммарного зазора в кинематической цепи используются и при анализе работы следящей системы станков с ЧПУ. Зная величину реального зазора и допустимые отклонения, можно судить о качестве механической передачи, принимать рациональное решение о времени исполнения и способе устранения дефекта.
Техническое обслуживание по фактическому техническому состоянию ШВП
Для рационального решения вопроса технического обслуживания и ремонта ШВП важно установить безошибочный диагноз ее состояния, то есть определить фактическое техническое состояние ШВП. Это сокращает трудоемкость регулировки, снижает простой станка из-за ремонта и обеспечивает высокое качество исполнения операции.
Диагностирование начинают до снятия ШВП со станка, проверяя зазоры, жесткость, крутящие моменты и плавность хода. При этом руководствуются сведениями, указанными в руководствах по эксплуатации конкретных станков. Затем контролируют ШВП по техническим условиям.
Соблюдение и обеспечение норм жесткости, моментов холостого и рабочего ходов и других параметров затруднено, если при этом нет необходимого оснащения.
Для диагностирования применяют различные приспособления и устройства для контроля зазоров, жесткости, моментов рабочих ходов и зазоров шарико-винтовых передач.
Диагностирование шарико-винтовых передач в процессе технического обслуживания и ремонта станка начинают:
На этом я заканчиваю первую часть статьи «Централизованный ремонт шарико-винтовых передач и поворотных столов станков с ЧПУ». В продолжении данной статьи я познакомлю Вас с процессом капитального ремонта ШВП на централизованном специализированном участке.
- по плановому техническому обслуживанию или фактическому состоянию,
- по ремонтно-восстановительному ремонту после аварий,
- по капитальному ремонту.
Работы по ремонту ШВП Технический центр проводит силами ремонтных бюро, бюро диагностики и централизованного специализированного участка по ремонту ШВП по ниже представленной методике.
Плановое техническое обслуживание или обслуживание по фактическому состоянию ШВП
ШВП отличаются надежностью и повышенной износостойкостью. Но если экономить на профилактическом обслуживании и неправильном или неполном выполнении рекомендаций производителей ШВП, то можно получить довольно серьезные финансовые потери.
Плановое техническое обслуживание ШВП проводят ремонтные бюро отдела ТОиР оборудования с ЧПУ и бюро диагностики непосредственно на станке по графику через каждые 400 часов работы станка с применением 1 ступени диагностики.Для диагностики технического состояния ШВП в основном применяются системы QC-10, QC-20 и система удаленного мониторинга.
Шарико-винтовая передача работает преимущественно в условиях трения качения, и если их контактирующие поверхности защищены, то износ в них почти отсутствует, но при попадании посторонних частиц износ многократно увеличивается. Этот износ особенно опасен и потому, что погрешности изготовления и величина предварительного натяга измеряются микронами. Также опасна утрата предварительного натяга вследствие износа дорожек и тел качения, что ведет к снижению точности обработки.
Анализ причин выхода из строя ШВП показал, что 65 % отказов произошли из-за плохого технического обслуживания, что подтверждается наличием в сопряжении тел качения стружки, грязи, абразивной пыли, химических активных веществ. По причинам неграмотной регулировки зарегистрировано 32 % отказов и 3 % — по другим причинам, например из-за отказов в системе управления при отсутствии предохранительных механизмов (перетяжки), перегрузках при эксплуатации и др.
Опыт эксплуатации показал, что решающее влияние на долговечность эксплуатации ШВП оказывает правильная организация их технического обслуживания (ТО). Потеря работоспособности шарико-винтовой передачи происходит главным образом из-за плохого ухода и несвоевременной регулировки.
При плановом техническом осмотре проверяют исправность крепления и герметичность защитных устройств (кожухи, щиты, гармошки, обтиратели): количество и качество смазывания, работу и состояние системы смазки, плавность перемещения исполнительных органов станка и устраняют выявленные неисправности. Проводят 1 ступень диагностики.
Ремонтные бюро отдела ТОиР оборудования с ЧПУ применяют метод диагностирования ШВП на собранном станке по числу холостых импульсов, поданных с пульта программного управления. Однако это не отражает точного состояния шарико-винтовой передачи, потому что при этом получают мертвый ход (суммарные люфты), зависящий от винтовой пары, цепи привода к ней, а также от качества регулировки прижимных планок и клиньев, соединений с электродвигателем, гидроусилителем и др., которые необходимо учитывать раздельно. Качественно мертвый ход представляет собой угол поворота ведущего звена, в пределах которого при реверсе ведомое звено остается неподвижным по причине износа или разрегулировки. Определение мертвого хода в механических цепях необходимо для выявления наибольших ошибок и определения максимальных суммарных погрешностей при обработке деталей.
Результаты определения суммарного зазора в кинематической цепи используются и при анализе работы следящей системы станков с ЧПУ. Зная величину реального зазора и допустимые отклонения, можно судить о качестве механической передачи, принимать рациональное решение о времени исполнения и способе устранения дефекта.
Техническое обслуживание по фактическому техническому состоянию ШВП
Для рационального решения вопроса технического обслуживания и ремонта ШВП важно установить безошибочный диагноз ее состояния, то есть определить фактическое техническое состояние ШВП. Это сокращает трудоемкость регулировки, снижает простой станка из-за ремонта и обеспечивает высокое качество исполнения операции.
Диагностирование начинают до снятия ШВП со станка, проверяя зазоры, жесткость, крутящие моменты и плавность хода. При этом руководствуются сведениями, указанными в руководствах по эксплуатации конкретных станков. Затем контролируют ШВП по техническим условиям.
Соблюдение и обеспечение норм жесткости, моментов холостого и рабочего ходов и других параметров затруднено, если при этом нет необходимого оснащения.
Для диагностирования применяют различные приспособления и устройства для контроля зазоров, жесткости, моментов рабочих ходов и зазоров шарико-винтовых передач.
Диагностирование шарико-винтовых передач в процессе технического обслуживания и ремонта станка начинают:
- С выявления суммарного зазора (мертвого хода) привода подач стола, каретки, суппорта, шпиндельной бабки и т. п.;
- Мертвый ход определяют подачей одиночных импульсов с пульта программного управления, сообщая движение механизму в противоположные направления.
- Одновременно по индикатору и числу холостых импульсов устанавливают величину мертвого хода.
- Суммарный мертвый ход должен соответствовать указанному в руководстве по эксплуатации акту технической приемки или другой технической документации на станок.
- При увеличенном суммарном мертвом ходе необходимо проводить автономную проверку отдельных элементов цепи привода подач и устранять отклонения.
На этом я заканчиваю первую часть статьи «Централизованный ремонт шарико-винтовых передач и поворотных столов станков с ЧПУ». В продолжении данной статьи я познакомлю Вас с процессом капитального ремонта ШВП на централизованном специализированном участке.