
Доброго времени суток, уважаемые коллеги!
В сегодняшней статье я продолжу тему «Современные методы измерения геометрической точности крупногабаритных специальных фрезерных станков с ЧПУ» традиционными способами.
На предприятиях часто возникают проблемы с качеством обработки деталей, особенно при эксплуатации крупногабаритных станков с ЧПУ.
На нижерасположенном рисунке показаны факторы, влияющие на точность обработки деталей.
В сегодняшней статье я продолжу тему «Современные методы измерения геометрической точности крупногабаритных специальных фрезерных станков с ЧПУ» традиционными способами.
На предприятиях часто возникают проблемы с качеством обработки деталей, особенно при эксплуатации крупногабаритных станков с ЧПУ.
На нижерасположенном рисунке показаны факторы, влияющие на точность обработки деталей.

Но я остановлюсь только на факторе, связанном с геометрической точностью станка.
Обеспечение необходимой "объемной" точности специальных фрезерных станков с ЧПУ модели СВО-25 при их эксплуатации является важной задачей сотрудников Технического центра «ТОиР оборудования с ЧПУ».
В данной статье я описываю один из вариантов повышения геометрической точности специальных фрезерных станков с ЧПУ на основе разработки как новых методов измерения геометрических отклонений (не пересечения поворотных осей), таки существующих методов измерения геометрических отклонений.
Для достижения поставленной цели по повышению геометрической точности специальных фрезерных станков были проведены нижеперечисленные работы.
1. Разработали схему управления восстановления и повышения геометрической точности специальных фрезерных станков модели СВО-25, которая изображена на нижерасположенном рисунке.
Обеспечение необходимой "объемной" точности специальных фрезерных станков с ЧПУ модели СВО-25 при их эксплуатации является важной задачей сотрудников Технического центра «ТОиР оборудования с ЧПУ».
В данной статье я описываю один из вариантов повышения геометрической точности специальных фрезерных станков с ЧПУ на основе разработки как новых методов измерения геометрических отклонений (не пересечения поворотных осей), таки существующих методов измерения геометрических отклонений.
Для достижения поставленной цели по повышению геометрической точности специальных фрезерных станков были проведены нижеперечисленные работы.
1. Разработали схему управления восстановления и повышения геометрической точности специальных фрезерных станков модели СВО-25, которая изображена на нижерасположенном рисунке.

2.Выполнены нижеперечисленные работы по проверке и восстановлению геометрической точности специального фрезерного станка модели СВО-25.
2.1 Проверили и восстановили точность установки опорного кольца станка в горизонтальной плоскости.
На нижерасположенном рисунке показана схема проверки точности установки опорного кольца станка в
горизонтальной плоскости.
2.1 Проверили и восстановили точность установки опорного кольца станка в горизонтальной плоскости.
На нижерасположенном рисунке показана схема проверки точности установки опорного кольца станка в
горизонтальной плоскости.

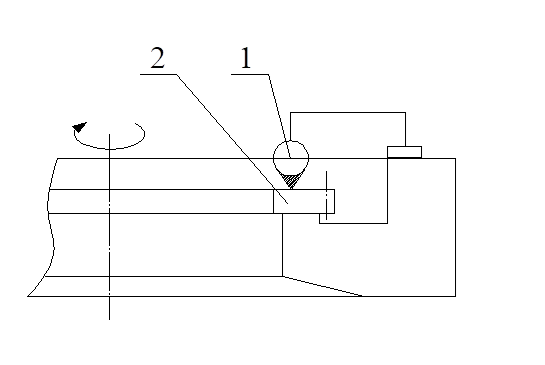
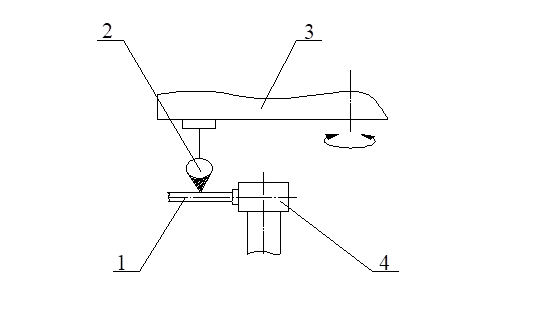
На рабочую поверхность опорного кольца 1 устанавливаем электронный уровень 2 в положения А и А1.
Отклонение от горизонтальной плоскости определяют по показанию уровня. Допуск составляет 50 мкм на длине 1000 мм.
Отклонение от горизонтальной плоскости определяют по показанию уровня. Допуск составляет 50 мкм на длине 1000 мм.

2.2. Проверили торцевое биение опорного кольца станка.
На нижерасположенном рисунке показана схема проверки торцевого биения опорного кольца станка в
горизонтальной плоскости.
На нижерасположенном рисунке показана схема проверки торцевого биения опорного кольца станка в
горизонтальной плоскости.

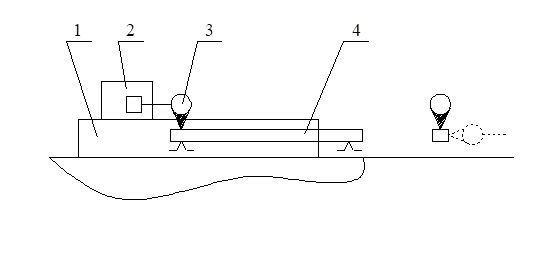
Индикатор 1 устанавливают на неподвижной части траверсы так, чтобы его измерительный наконечник касался торцевой поверхности опорного кольца 2 у его внешнего края и был перпендикулярен ей. Кольцо опорное поворачивают не менее чем на два оборота. Торцевое биение при каждом измерении равно наибольшей алгебраической разности величин показаний индикатора.
Допуск составляет 100 мкм на наибольшем диаметре.
Допуск составляет 100 мкм на наибольшем диаметре.
2.3. Проверили и восстановили радиальное биение опорного кольца станка.
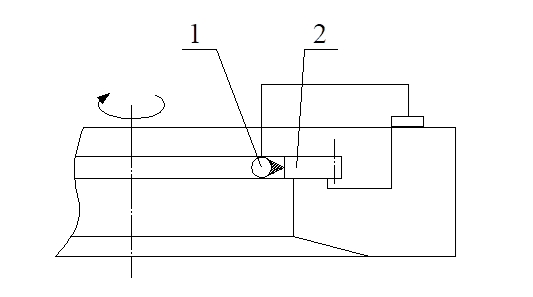
Индикатор 1 устанавливают на неподвижной части траверсы так, чтобы его измерительный наконечник касался внутренней поверхности кольца опорного 2 и был перпендикулярен к ней. Кольцо опорное приводят в медленное вращение. За радиальное биение принимают наибольшую алгебраическую разность показаний индикатора в течение одного оборота.
Допуск составляет 200 мкм.
Индикатор 1 устанавливают на неподвижной части траверсы так, чтобы его измерительный наконечник касался внутренней поверхности кольца опорного 2 и был перпендикулярен к ней. Кольцо опорное приводят в медленное вращение. За радиальное биение принимают наибольшую алгебраическую разность показаний индикатора в течение одного оборота.
Допуск составляет 200 мкм.
2.4. Проверили и восстановили стабильность положения опорного кольца станка относительно горизонта при его вертикальном перемещении.
На поверхности кольца опорного 1 в двух взаимно перпендикулярных направлениях устанавливают уровни 2 и 3. Включением привода вертикальной подачи перемещают траверсу на всю длину хода. Показания уровней снимают при останове кольца опорного через каждые 200 мм. Нестабильность положения кольца опорного определяют как наибольшую алгебраическую разность показаний каждого уровня.
Допуск составляет 100 мкм на длине 1000 мм.
На поверхности кольца опорного 1 в двух взаимно перпендикулярных направлениях устанавливают уровни 2 и 3. Включением привода вертикальной подачи перемещают траверсу на всю длину хода. Показания уровней снимают при останове кольца опорного через каждые 200 мм. Нестабильность положения кольца опорного определяют как наибольшую алгебраическую разность показаний каждого уровня.
Допуск составляет 100 мкм на длине 1000 мм.

2.5. Проверили и восстановили радиальное биение оси вращения шести шпинделей фрезерных головок.
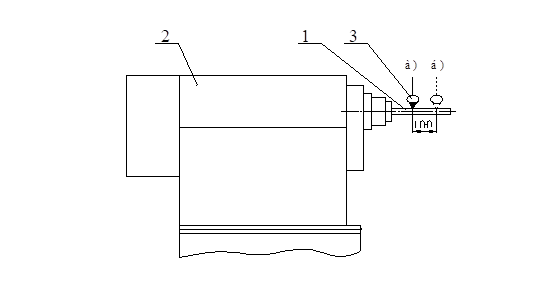
В отверстие для инструмента в шпинделе фрезерной головки 2 вставляют оправку 1. На корпусе фрезерной головки устанавливают индикатор 3 так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ее оси. Шпиндель приводят во вращение с частотой, позволяющей визуально фиксировать показания индикатора.
Проверку проводят для всех шести фрезерных головок.
За радиальное биение оси вращения шпинделя принимают наибольшую алгебраическую разность показаний индикатора, зарегистрированную в течение нескольких оборотов шпинделя.
Допуск:
а) 5 мкм у торца шпинделя;
б) 8 мкм на расстоянии 100 мм.
В отверстие для инструмента в шпинделе фрезерной головки 2 вставляют оправку 1. На корпусе фрезерной головки устанавливают индикатор 3 так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ее оси. Шпиндель приводят во вращение с частотой, позволяющей визуально фиксировать показания индикатора.
Проверку проводят для всех шести фрезерных головок.
За радиальное биение оси вращения шпинделя принимают наибольшую алгебраическую разность показаний индикатора, зарегистрированную в течение нескольких оборотов шпинделя.
Допуск:
а) 5 мкм у торца шпинделя;
б) 8 мкм на расстоянии 100 мм.
2.6. Проверили и восстановили параллельность осей вращения шести шпинделей фрезерных головок при направлении их перемещения по салазкам.
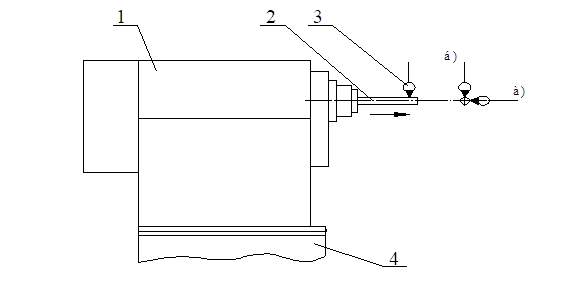
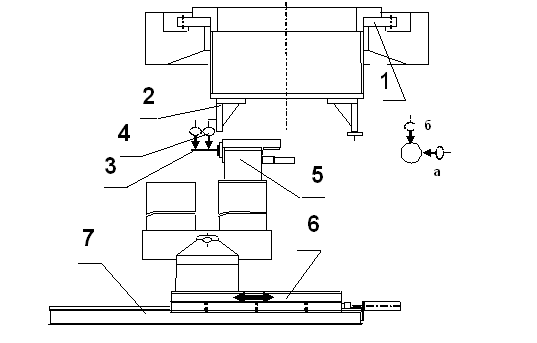
В отверстие для инструмента в шпинделе фрезерной головки 1 вставляют оправку 2. На скобе 4 устанавливают индикатор 3, так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ее оси. Измерения проводят по боковой «а» и верхней «б» образующей оправки. Фрезерную головку перемещают на всю длину хода.
Проверку проводят для всех шести фрезерных головок.
Отклонение от параллельности оси вращения шпинделя фрезерной головки направлению ее перемещения равно алгебраической разности показаний индикатора в крайних точках перемещения.
Допуск: а) и б) 20 мкм на длине 200 мм.
В отверстие для инструмента в шпинделе фрезерной головки 1 вставляют оправку 2. На скобе 4 устанавливают индикатор 3, так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ее оси. Измерения проводят по боковой «а» и верхней «б» образующей оправки. Фрезерную головку перемещают на всю длину хода.
Проверку проводят для всех шести фрезерных головок.
Отклонение от параллельности оси вращения шпинделя фрезерной головки направлению ее перемещения равно алгебраической разности показаний индикатора в крайних точках перемещения.
Допуск: а) и б) 20 мкм на длине 200 мм.
2.7. Проверили и восстановили осевое биение на шести шпинделях фрезерных головок.
В отверстие для инструмента в шпинделе фрезерной головки 2 вставляют оправку 1. На корпусе фрезерной головки устанавливают индикатор 3 так, чтобы его измерительный наконечник касался центра оправки в направлении оси вращения. Шпиндель приводят во вращение с частотой, позволяющей визуально фиксировать показания индикатора.
Проверку проводят для всех шести фрезерных головок.
За осевое биение шпинделя фрезерной головки принимают наибольшую алгебраическую разность показаний индикатора, зарегистрированную в течение нескольких оборотов шпинделя.
Допуск 5 мкм.
В отверстие для инструмента в шпинделе фрезерной головки 2 вставляют оправку 1. На корпусе фрезерной головки устанавливают индикатор 3 так, чтобы его измерительный наконечник касался центра оправки в направлении оси вращения. Шпиндель приводят во вращение с частотой, позволяющей визуально фиксировать показания индикатора.
Проверку проводят для всех шести фрезерных головок.
За осевое биение шпинделя фрезерной головки принимают наибольшую алгебраическую разность показаний индикатора, зарегистрированную в течение нескольких оборотов шпинделя.
Допуск 5 мкм.

2.8. Проверили и восстановили расположение осей вращения шпинделей фрезерных головок в горизонтальной плоскости при вертикальном положении скоб.
В отверстие для инструмента в шпинделе фрезерной головки 1 вставляют оправку 2. К верхней образующей оправки прикладывают уровень 3.
Проверку проводят для всех шести фрезерных головок.
Отклонение от горизонтальной плоскости определяют по показанию уровня.
Допуск 20 мкм на длине 200мм.
В отверстие для инструмента в шпинделе фрезерной головки 1 вставляют оправку 2. К верхней образующей оправки прикладывают уровень 3.
Проверку проводят для всех шести фрезерных головок.
Отклонение от горизонтальной плоскости определяют по показанию уровня.
Допуск 20 мкм на длине 200мм.

2.9.Проверили и восстановили расположение осей вращения шпинделей фрезерных головок в горизонтальной плоскости при вертикальном положении скоб.
В отверстие для инструмента в шпинделе фрезерных головок 4 вставляют оправки 1. Индикатор 2 устанавливают на приспособление 3 так, чтобы его измерительный наконечник касался верхней образующей оправок. Приспособление, установленное на кольцо опорное, поворачивают не менее чем на два оборота, при этом фиксируют показания индикатора.
Проверку проводят для трех пар фрезерных головок.
Отклонение расположения оси вращения шпинделей фрезерных головок определяют по показаниям индикатора, как их алгебраическую разность на центральном угле 120° для трех положений.
Допуск 50 мкм на центральном угле 120°.
В отверстие для инструмента в шпинделе фрезерных головок 4 вставляют оправки 1. Индикатор 2 устанавливают на приспособление 3 так, чтобы его измерительный наконечник касался верхней образующей оправок. Приспособление, установленное на кольцо опорное, поворачивают не менее чем на два оборота, при этом фиксируют показания индикатора.
Проверку проводят для трех пар фрезерных головок.
Отклонение расположения оси вращения шпинделей фрезерных головок определяют по показаниям индикатора, как их алгебраическую разность на центральном угле 120° для трех положений.
Допуск 50 мкм на центральном угле 120°.
2.10.Проверили и восстановили прямолинейность перемещения саней по станине (координата «W»).
Поверочную линейку 4 устанавливают вдоль направления хода саней 2 параллельно направлению их перемещения так, чтобы показания индикатора 3, установленного на санях, были одинаковыми в крайних точках перемещения, при этом измерительный наконечник индикатора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
Измерения производят в двух взаимно перпендикулярных плоскостях.
Проверку проводили постоянно для всех трех станин.
Отклонения от прямолинейности перемещения саней по станине равно наибольшей алгебраической разности показаний индикатора на всей длине перемещения.
Допуск 30 мкм на 1000 мм.
Поверочную линейку 4 устанавливают вдоль направления хода саней 2 параллельно направлению их перемещения так, чтобы показания индикатора 3, установленного на санях, были одинаковыми в крайних точках перемещения, при этом измерительный наконечник индикатора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
Измерения производят в двух взаимно перпендикулярных плоскостях.
Проверку проводили постоянно для всех трех станин.
Отклонения от прямолинейности перемещения саней по станине равно наибольшей алгебраической разности показаний индикатора на всей длине перемещения.
Допуск 30 мкм на 1000 мм.
2.11.Проверили и восстановили параллельность осей вращения шпинделей фрезерных головок по направлению перемещения саней по станине.
В отверстие для инструмента в шпиндель фрезерной головки 5 вставляют оправку 3. На опорном кольце 1 закрепляется приспособление СВО 25.14.00.000 с кронштейнами 2, на одном из которых установлен индикатор 4, так, чтобы его измерительный наконечник с плоской головкой касался образующей оправки 3 и был перпендикулярен ее оси. Измерения проводят по боковой «а» и верхней «б» образующей оправки. Сани 6 перемещают по станине 7 на длину хода 200 мм.
Проверку проводят для всех шести фрезерных головок.
Отклонение от параллельности оси вращения шпинделя фрезерной головки направлению перемещения саней по станине равно алгебраической разности показаний индикатора в крайних точках перемещения.
Допуск: а) и б) 20 мкм на длине 200 мм.
В отверстие для инструмента в шпиндель фрезерной головки 5 вставляют оправку 3. На опорном кольце 1 закрепляется приспособление СВО 25.14.00.000 с кронштейнами 2, на одном из которых установлен индикатор 4, так, чтобы его измерительный наконечник с плоской головкой касался образующей оправки 3 и был перпендикулярен ее оси. Измерения проводят по боковой «а» и верхней «б» образующей оправки. Сани 6 перемещают по станине 7 на длину хода 200 мм.
Проверку проводят для всех шести фрезерных головок.
Отклонение от параллельности оси вращения шпинделя фрезерной головки направлению перемещения саней по станине равно алгебраической разности показаний индикатора в крайних точках перемещения.
Допуск: а) и б) 20 мкм на длине 200 мм.
2.12.Проверили и восстановили пересечение осей вращения шпинделей фрезерных головок с осью вращения опорного кольца траверсы и расположение их под 120° друг к другу.
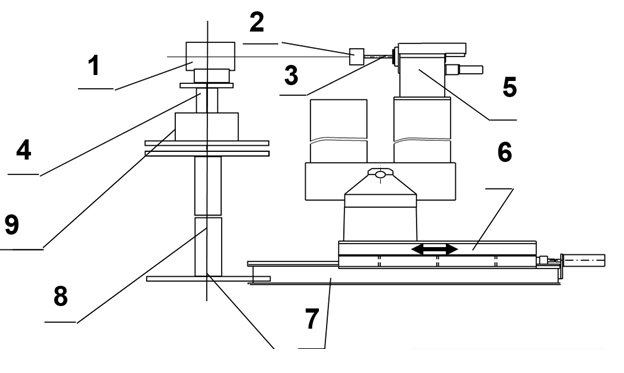
В отверстие для инструмента в шпиндель фрезерной головки 5 вставляют оправку 3. На оправке 3 укрепляют марку в специальном кубике 2. На фундаменте устанавливается приспособление 8 на котором крепится оптическая делительная головка 9 со столом 4, причем ось вращения стола должна совпадать с осью вращения кольца опорного траверсы. На столе 4 укрепляется телескоп ф. «Тейлор Гобсон» 1, ось которого совпадает с осью вращения оптической делительной головки в вертикальной плоскости. Сани 6 перемещают к центру в крайнее положение. Смещением станины 7 в поперечном направлении добиться совмещения перекрестия телескопа ф. «Тейлор Гобсон» 1 с перекрестием марки, установленной в кубике 2. Сани 6 перемещают в крайнее заднее положение, в котором также должно быть совмещение перекрестий. При необходимости станину разворачивают в угловом направлении.
Проверку производят для трех станин – «а»; «б»; «в».
Для проверки каждой следующей станины оптическую делительную головку 9 поворачивают по нониусу на 1200 ± 10″, чем определяется расположение станин по углу.
Допуски:
на не пересечение осей 200 мкм на длине хода саней;
на угол 1200 – ±10″.
В отверстие для инструмента в шпиндель фрезерной головки 5 вставляют оправку 3. На оправке 3 укрепляют марку в специальном кубике 2. На фундаменте устанавливается приспособление 8 на котором крепится оптическая делительная головка 9 со столом 4, причем ось вращения стола должна совпадать с осью вращения кольца опорного траверсы. На столе 4 укрепляется телескоп ф. «Тейлор Гобсон» 1, ось которого совпадает с осью вращения оптической делительной головки в вертикальной плоскости. Сани 6 перемещают к центру в крайнее положение. Смещением станины 7 в поперечном направлении добиться совмещения перекрестия телескопа ф. «Тейлор Гобсон» 1 с перекрестием марки, установленной в кубике 2. Сани 6 перемещают в крайнее заднее положение, в котором также должно быть совмещение перекрестий. При необходимости станину разворачивают в угловом направлении.
Проверку производят для трех станин – «а»; «б»; «в».
Для проверки каждой следующей станины оптическую делительную головку 9 поворачивают по нониусу на 1200 ± 10″, чем определяется расположение станин по углу.
Допуски:
на не пересечение осей 200 мкм на длине хода саней;
на угол 1200 – ±10″.
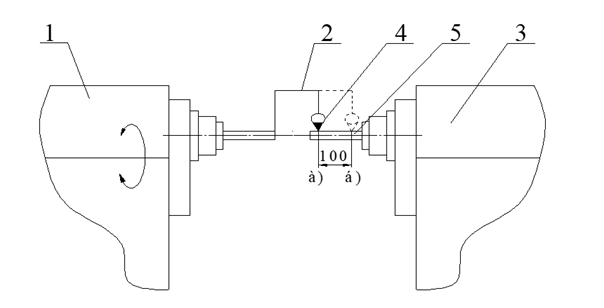
2.13.Проверили и восстановили соосность конусов для инструмента в шпинделях фрезерных головок, находящихся на общей скобе.
Коленчатую оправку 2 с индикатором 4 устанавливают в шпиндель одной из проверяемых фрезерных головок 1. Оправкой 5 воспроизводят ось шпинделя второй фрезерной головки 3. Индикатор устанавливают так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей. Проверку проводят для трех пар фрезерных головок, находящихся на общей скобе. Вращая коленчатую оправку, обкатывают два поперечных сечения а) и б) оправки, отстоящих друг от друга на расстоянии 100 мм. В каждом сечении определяют наибольшую алгебраическую разность показаний индикатора.
Отклонение от соосности определяют половиной наибольшего результата измерений.
Допуск 10 мкм.
Коленчатую оправку 2 с индикатором 4 устанавливают в шпиндель одной из проверяемых фрезерных головок 1. Оправкой 5 воспроизводят ось шпинделя второй фрезерной головки 3. Индикатор устанавливают так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей. Проверку проводят для трех пар фрезерных головок, находящихся на общей скобе. Вращая коленчатую оправку, обкатывают два поперечных сечения а) и б) оправки, отстоящих друг от друга на расстоянии 100 мм. В каждом сечении определяют наибольшую алгебраическую разность показаний индикатора.
Отклонение от соосности определяют половиной наибольшего результата измерений.
Допуск 10 мкм.
2.14.Проверили и восстановили стабильность позиционирования опорного кольца в «нулевом» положении (координата «А»).
На приспособлении 3, установленном на кольце опорном, остановленном в «нулевом» положении, закрепляют индикатор 4 так, чтобы его измерительный наконечник касался образующей контрольной оправки 2, вставленной в отверстие для инструмента в шпинделе одной из фрезерных головок 1.
Кольцо опорное поворачивают на 10 угловых градусов с последующим возвратом в исходное положение.
Проверку проводят не менее 10 раз.
Отклонение от стабильности остановки кольца опорного определяют по показанию индикатора.
Допуск 20 мкм.
На приспособлении 3, установленном на кольце опорном, остановленном в «нулевом» положении, закрепляют индикатор 4 так, чтобы его измерительный наконечник касался образующей контрольной оправки 2, вставленной в отверстие для инструмента в шпинделе одной из фрезерных головок 1.
Кольцо опорное поворачивают на 10 угловых градусов с последующим возвратом в исходное положение.
Проверку проводят не менее 10 раз.
Отклонение от стабильности остановки кольца опорного определяют по показанию индикатора.
Допуск 20 мкм.

2.15.Проверили и восстановили стабильность позиционирования траверсы в «нулевом» положении (координата «Y»).
На приспособлении 2, установленном на кольце опорном 1, закрепляют индикатор 6 так, чтобы его измерительный наконечник касался поверхности стола 4 оптической делительной головки 3, установленной на приспособлении 5 и был перпендикулярен поверхности стола 4.
Траверсе задают перемещение на 1000 мм с возвратом в исходное «нулевое» положение.
Проверку проводят не менее 10 раз.
Отклонение от стабильности остановки траверсы определяют по показанию индикатора.
Допуск 20 мкм.
На приспособлении 2, установленном на кольце опорном 1, закрепляют индикатор 6 так, чтобы его измерительный наконечник касался поверхности стола 4 оптической делительной головки 3, установленной на приспособлении 5 и был перпендикулярен поверхности стола 4.
Траверсе задают перемещение на 1000 мм с возвратом в исходное «нулевое» положение.
Проверку проводят не менее 10 раз.
Отклонение от стабильности остановки траверсы определяют по показанию индикатора.
Допуск 20 мкм.

ВЫВОДЫ
На основании полученных результатов по проверке и повышению объемной геометрической точности специальных фрезерных станков с ЧПУ модели СВО-25 можно сделать следующие выводы:
Таким образом геометрическую "объемную" точность станка удалось повысить в несколько раз (до заданных значений по нормам точности геометрических отклонений).
На этом я заканчиваю цикл статей на тему «Современные методы измерения геометрической точности крупногабаритных специальных фрезерных станков с ЧПУ».
При написании данной статьи я использовал следующие материалы:
1. Материалы, опубликованные в открытой печати в интернете.
2. Материалы опубликованных собственных статей.
3. Материалы собственных докладов на научно-технических конференциях.
4. Материалы Технического центра по контролю и восстановлению геометрической точности крупногабаритных станков с ЧПУ.
На основании полученных результатов по проверке и повышению объемной геометрической точности специальных фрезерных станков с ЧПУ модели СВО-25 можно сделать следующие выводы:
- В процессе проведенной работы по измерению и восстановлению объемной геометрической точности станка была решена научно-техническая задача, имеющая важное практическое и методическое значение для Технического центра «ТОиР оборудования с ЧПУ» предприятия, заключающаяся в повышении "объемной точности" и сокращении времени на проведение работ по ТОиР за счет применения лазерных трекеров, а также методов и инновационных приборов измерения первичных отклонений геометрической точности станка с целью их устранения.
- Накопленный опыт измерений первичных отклонений геометрических параметров станка (отклонение от перпендикулярности, плоскостности, прямолинейности) и автоматический ввод коррекции в программное обеспечение системы УЧПУ на этапе его эксплуатации позволил минимизировать их влияние (около 60% от всех первичных отклонений станка) на качество обрабатываемых деталей.
Таким образом геометрическую "объемную" точность станка удалось повысить в несколько раз (до заданных значений по нормам точности геометрических отклонений).
- Была разработана классификации видов первичных отклонений геометрии станка. Предложены инновационные методы измерения геометрической точности станков, которые упрощают процедуры измерения, существенно уменьшают время, затраченное на них.
На этом я заканчиваю цикл статей на тему «Современные методы измерения геометрической точности крупногабаритных специальных фрезерных станков с ЧПУ».
При написании данной статьи я использовал следующие материалы:
1. Материалы, опубликованные в открытой печати в интернете.
2. Материалы опубликованных собственных статей.
3. Материалы собственных докладов на научно-технических конференциях.
4. Материалы Технического центра по контролю и восстановлению геометрической точности крупногабаритных станков с ЧПУ.