
• Производство ушло, а интерес - нет
• Сравнение токарных станков с ЧПУ СТХ 310 ecoline и СТХ 510 ecoline с российскими аналогами
• Иномарки пока лучше
• Сравнение токарных станков с ЧПУ СТХ 310 ecoline и СТХ 510 ecoline с российскими аналогами
• Иномарки пока лучше
Производство ушло, а интерес - нет
По данным Ассоциации «Станкоинструмент» за 2021 год десять российских станкозаводов в общей сложности изготовили 841 станок с ЧПУ. В это же количество входит 350 станков, изготовленных заводом DMG MORI (г. Ульяновск), которые от общего числа произведенных станков с ЧПУ в России составили около 42%. На Ульяновском станкозаводе в большей части выпускались токарные станки с ЧПУ – в основном моделей: СТХ 310 ecoline и СТХ 510 ecoline. И, если российскими станкозаводами в 2021 году было изготовлено около 600 токарных станков с ЧПУ, то получается, что небольшой филиал немецкого концерна изготовил практически половину от общего числа выпущенных в тот год токарных станков с ЧПУ и, естественно, большую их часть продал в России. Конечно, для справедливости стоит отметить, что все станки были изготовлены с использованием «отверточной» технологии, локализация при изготовлении деталей была практически нулевой, но тем не менее, доля произведенных этим заводом токарных станков существенная.
В начале прошлого года концерн DMG MORI закрыл свое производство станков в г. Ульяновск. Однако, интерес российского потребителя к этим станкам не упал, а, возможно наоборот, - вырос.
На нашем сайте станки-экспо.ру введётся различная статистика и есть рубрика - самые популярные товары, где за последние месяцы на первые 3-и места постоянно выходят станки производства концерна DMG MORI (г. Ульяновск) по следующим показателям: Просмотры; Сессии; Посетители. Первое место занимают станки СТХ 310 ecoline, второе место- DMC635 и третье место- CTX510 ecoline. И лишь на четвертом месте мы видим продукцию Рязанского станкостроительного объединения - это станки с оперативной системой управления, которые проигрывают по всем выше указанным показателям станку мод. СТХ 310 ecoline более чем в 3-и раза! Напрашивается вопрос: почему так?
Судя по всему, потенциальные потребители продолжают поиск не только технической информации о станках производства концерна DMG MORI, но и прорабатывают различные возможные способы приобретения таких станков. Далее в этой статье попробуем разобраться в причинах такого спроса на эти станки, с целью использования результатов анализа для принятия мер, направленных на повышение конкурентных способностей продукции российских станкозаводов.
Сравнение токарных станков с ЧПУ СТХ 310 ecoline и СТХ 510 ecoline с российскими аналогами
Для удобства проведения сравнения токарных станков с ЧПУ СТХ 310 ecoline и СТХ 510 ecoline с российскими аналогами основные параметры этих станков сведены в таблицы. Для составления таблиц техническая информация использовалась из каталогов и официальных сайтов производителей токарных станков, с учетом того, что станки, информация о которых там размещена, выпускаются в настоящее время или разработаны проекты этих станков, и они могут быть потенциально изготовлены при наличии соответствующего заказа.
Сокращения названий производителей токарных станков:
DMG MORI – концерн DMG MORI (объединение Gildemeister с Deckel MAHO -1995г. и с Mori Seiki -2009г.)
Саста – станкостроительный завод «Саста» (г.Сасово);
СТП-Саста - станкостроительный завод «СТП-Саста» (г.Сасово);
СМС – станкостроительный завод «СтанкоМашСтрой» (г.Пенза);
СМК - станкостроительный завод «СтанкоМашКомплекс» (г.Тверь);
СТП-ПЗМЦ – пермский завод металлообрабатывающих центров.
Сокращения наименований технических характеристик:
Dст– наибольший диаметр детали, устанавливаемой над станиной (обрабатываемой над станиной);
Dсуп– наибольший диаметр детали, обрабатываемой на суппортом;
L–наибольшая длина обрабатываемой детали в центрах;
n– максимальная частота вращения шпинделя;
N– мощность главного привода;
Мкр – Максимальный крутящий момент на шпинделе;
Сн – тип направляющих – скольжения;
Кн - тип направляющих –качения;
X -поперечное перемещение суппорта;
Z - продольное перемещение суппорта;
C - поворот шпинделя;
С1 – поворот противошпинделя;
Y -вертикальное перемещение револьверной головки;
W –продольное перемещение противошпинделя.
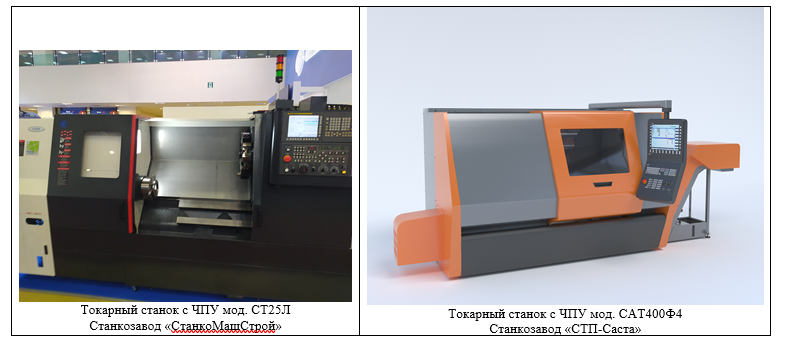
Токарный станок с ЧПУ мод. СТХ310 ecoline и российские аналоги
Токарный станок с ЧПУ мод. СТХ 310 ecoline предназначен для выполнения универсальных токарных работ и небольшого объема сверлильных и фрезерных операций, при его оснащении дополнительными опциями: осью C (поворот шпинделя) и револьверной головкой с приводным инструментом.



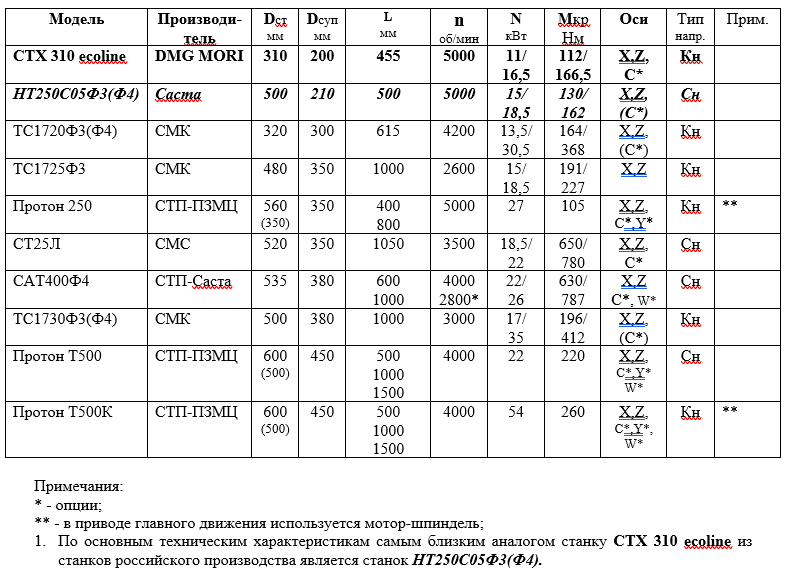
Технические характеристики станка СТХ 310 ecoline и российских аналогов
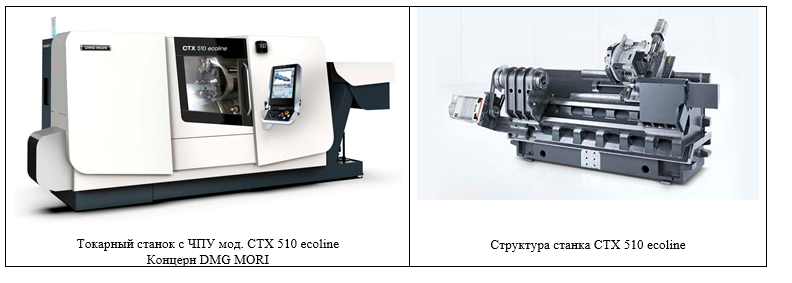
Токарный станок с ЧПУ мод. СТХ 510 ecoline и российские аналоги
Токарный станок с ЧПУ мод. СТХ 510 ecoline предназначен для выполнения универсальных токарных работ и небольшого объема сверлильных и фрезерных операций, при его оснащении дополнительными опциями: осью C (поворот шпинделя) и револьверной головкой с приводным инструментом.
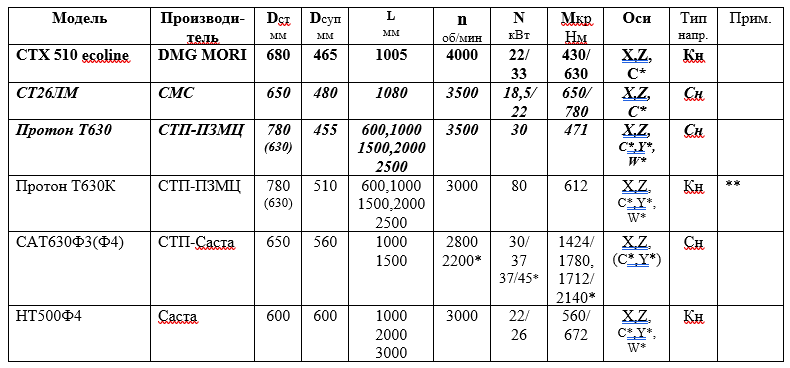
Технические характеристики станка СТХ 510 ecoline и российских аналогов
Примечания:
* - опции;
** - в приводе главного движения используется мотор-шпиндель;
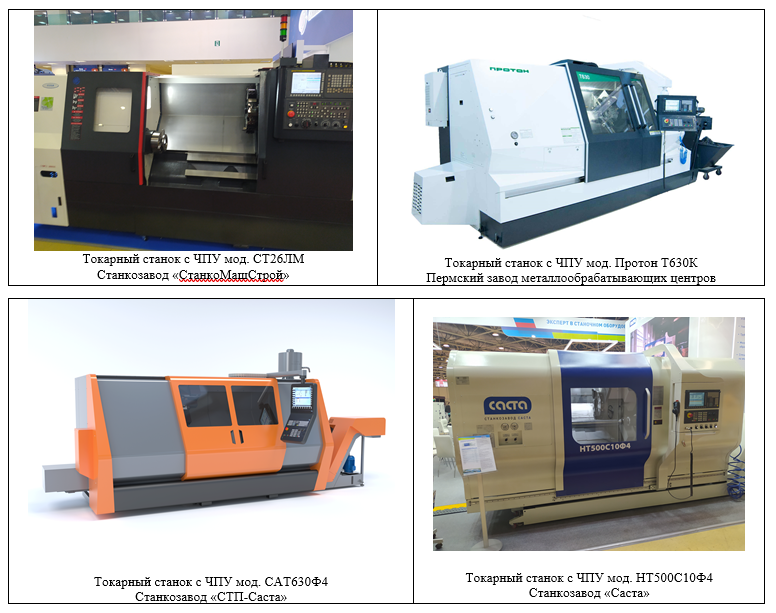
1. По основным техническим характеристикам самым близким аналогом станку CTX 510 ecoline из станков российского производства являются станки СТ26ЛМ и Протон Т630.
* - опции;
** - в приводе главного движения используется мотор-шпиндель;
1. По основным техническим характеристикам самым близким аналогом станку CTX 510 ecoline из станков российского производства являются станки СТ26ЛМ и Протон Т630.
Иномарки пока лучше
Сравнивая конструкции и технологические возможности станков CTX 310 ecoline и CTX 510 ecoline с российскими аналогами, можно сказать, что принципиальных отличий нет. По основным техническим характеристикам, включая габаритные размеры и вес, самыми близкими аналогами, а поэтому и прямыми конкурентами являются: станку CTX 310 ecoline - станок НТ250С05Ф3(Ф4); станку CTX 510 ecoline - станки СТ26ЛМ и Протон Т630.
Основные преимущества станков CTX 310 ecoline и CTX 510 ecoline перед российскими прямыми конкурентами следующие.
v Использование в качестве направляющих по осям X и Z рельсовых линейных направляющих качения, которые дают возможность обеспечивать улучшение целого ряда технических и экономических показателей, а главное значительно повысить характеристики по точности станков. В российских указанных станках применяются направляющие скольжения.
v Станок CTX 510 ecoline имеет большее значение максимальных оборотов на шпинделе, что является преимуществом, которое позволяет изготавливать небольшие детали с более высокой чистотой обрабатываемой поверхности при большей производительности. У станков CTX 310 ecoline и НТ250С05Ф3(Ф4) этот показатель одинаковый.
Станок Протон Т630 обладает преимуществом перед станком CTX 510 ecoline в том, что имеет исполнения по длине, что позволяет обрабатывать детали длиной до 2,5 м. Станок CTX 510 ecoline изготавливается одного исполнения по длине и может обрабатывать детали длиной только до 1005 мм.
Остальные станки российского производства, указанные в сравнительных таблицах, в определенной степени можно считать аналогами, но не прямыми конкурентами станков CTX 310 ecoline и CTX 510 ecoline, поскольку эти станки являются немного более крупными образцами. И имеют большие значения таких показателей как: габариты рабочего пространства (на 10-30%), мощность главного привода (на 10-40%), занимаемая площадь (на 5-10%) и вес станка (на 10-15%). Все это сказывается на стоимости станков в сторону увеличения и снижает их конкурентную способность.
Вместе с тем, эти, немного более крупные, станки-аналоги имеют некоторые конструктивные преимущества, а именно - наличие исполнений по длине обрабатываемых деталей, наличие исполнений с такими опциями как: вертикальное перемещение револьверной головки – ось Y и противошпиндель – ось W. Такие опции имеются только у более сложных станков DMG MORI моделей типа CTX alpha 500 и других моделей.
Однако, преимущество в большем числе исполнений по длине обрабатываемых деталей, у станков с наклонной компоновкой средних типоразмеров, вызывает некоторые сомнения, связанные с тем, что большое число таких исполнений станков значительно увеличивает затраты на их производство и соответственно завышает их стоимость. На рост затрат влияет увеличенная номенклатура деталей в одной модельной серии станков и соответственно - технологической оснастки, особенно такой, как модели для отливок станин. В конечном итоге, при единичной продаже таких «удлиненных» станков экономической выгоды, как правило практически нет. Грамотный Заказчик для производительной и качественной обработки длинных и более тяжелых деталей приобретает станки следующего – большего типоразмера, которые, обычно, не на много дороже «удлиненных» исполнений. Наверное, когда уже все исполнения по длине какой-то модели станка, освоены в производстве и имеются в выпускаемой номенклатуре завода, то, может быть, нет смысла сокращать линейку таких станков. А вот при разработке новых моделей станков или же при глубокой модернизация старых моделей, с целью доведения их до совершенства, не стоит разрабатывать множество исполнений станков по длине обработки. Здесь, может быть, оптимальным вариантом будет - не более двух исполнений станка.
По параметрам точности многие сравниваемые станки российского производства в основном не уступают указанным зарубежным аналогам, поскольку в их конструкциях используются высоко качественные импортные комплектующие изделия, такие как: шпиндельные подшипники, рельсовые линейные направляющие качения, револьверные головки, зажимные патроны и другие компоненты. Такому результату способствует и то обстоятельство, что ведущие российские станкозаводы при обработке деталей станков используют современное высокоточное технологическое оборудование.
В то же время, использование качественных, но дорогих импортных комплектующих изделий в значительной степени повышает стоимость станков российского производства. На высокую цену импортных комплектующих изделий существенно влияет еще и то обстоятельство, что российские станкозаводы их приобретают, как правило, в небольших количествах, в отличии от концерна DMG MORI, и не имеют скидок на объемы закупок. Здесь, возвращаясь к вопросу о необходимости ускорения возрождения отечественного станкостроения, необходимо принимать действенные меры по организации производства современных, качественных комплектующих изделий, которые бы соответствовали высокому техническому уровню зарубежных аналогов, а лучше бы их превышали, но при этом стоили дешевле.
Станки CTX 310 ecoline и CTX 510 ecoline, которые по конструкции и технологическим возможностям в линейке DMG MORI являются, во общем то, простыми токарными станками с ЧПУ, а значит поэтому и не очень дорогими, пользуются высоким спросом в России и выигрывают в конкурентной борьбе за счет следующих факторов.
v Имеют стоимость близкую к российским аналогам (а по отношению к прямым их конкурентам- соответственно: к станкам НТ250С05Ф3(Ф4) и СТ26ЛМ и Протон Т630 - в среднем на 10-15% ниже), в результате указанных выше причин, а также - других факторов, связанных с более низкими затратами при серийном производстве этих станков и с налоговыми льготами, которые были предоставлены производителю при организации производства станков в России.
v Эти станки являются более качественными изделиями. Высокое качество станков производства концерна DMG MORI в целом характеризуется высоким уровнем качества изготовления составляющих деталей, комплектующих изделий, безупречной сборкой, современным внешним видом станков, включая их дизайн и качество лакокрасочный покрытий. Во всем чувствуется немецкое качество, немецкий стиль и некая элегантность. В этом плане покупатель чаще делает выбор в пользу продукции концерна DMG MORI – также, как при выборе между отечественным автомобилем и иномаркой.
Для того, чтобы станки российского производства успешно конкурировали с лучшими зарубежными образцами и могли иметь высокий спрос как на внутреннем рынке, так и на мировом, необходимо глубже изучать особенности конструкции, технологические возможности станочной продукции ведущих мировых производителей. А также, с целью сокращения производственных затрат, досконально анализировать номенклатуру ими выпускаемых станков и технологию их изготовления. На первом этапе брать за основу лучшие решения и смелее внедрять их на российских станкозаводах, а затем, отталкиваясь от достигнутого, создавать более совершенные станки, которые с уверенностью бы выигрывали в конкурентной борьбе и имели бы высокий спрос.
Для содействия в решении этих вопросов и многих других - по ускорению развития отечественного станкостроения, со стороны государства нужно в первую очередь создать такие экономические условия, чтобы, используя наши стратегические преимущества в обеспечении материальными и энергетическими ресурсами, эффективный результат был бы неизбежен.
Песков А.М.
Попков В.П.
Февраль 2023 г.
Статьи о проблемах отечественного станкостроения и путях их решения читайте на нашем сайте: станки-экспо.ру в подразделе «Обзоры» раздела «Новости». Пишите комментарии, будем рады получить от Вас обратную связь!