Варианты конструкций по встройке датчиков обратной связи приводов подач металлорежущих станков
Как правило, при высокой точности механических узлов привода подач металлорежущих станков, точности датчика, установленного на валу электродвигателя подачи, вполне хватает для станков класса точности Н, П и В.При более высокой точности станков, или если установка датчика оси оговорена в ТЗ, на исполнительный узел, как правило, устанавливаются дополнительный датчик.
Датчик обратной связи может быть следующих типов:
1) Линейный датчик (оптический, электромагнитный и др.) (см. рис. 3.1)
2) Круговой датчик. установленный на валу ШВП (см. рис. 3.2)
3) Линейный датчик, встроенный в направляющую (направляющие качения). (см. рис. 3.3)
Дополнительные датчики обратной связи безусловно повышают точность осей и, как следствие, повышают точность станка. Однако, применение их на новых станках, изготовленных на высокоточном оборудовании, дает малоощутимый результат. Применение дополнительных датчиков обратной связи оправдана лишь при модернизации старого оборудования (если имеется цель повысить точность станка), а также на станках, изготовленных на оборудовании, не позволяющем обеспечить точность станка.
Основное правило при установке линейного датчика – датчик должен быть установлен как можно ближе к исполнительному устройству (например, к резцу). Такая установка дает минимум погрешностей, связанных с деформацией узла.
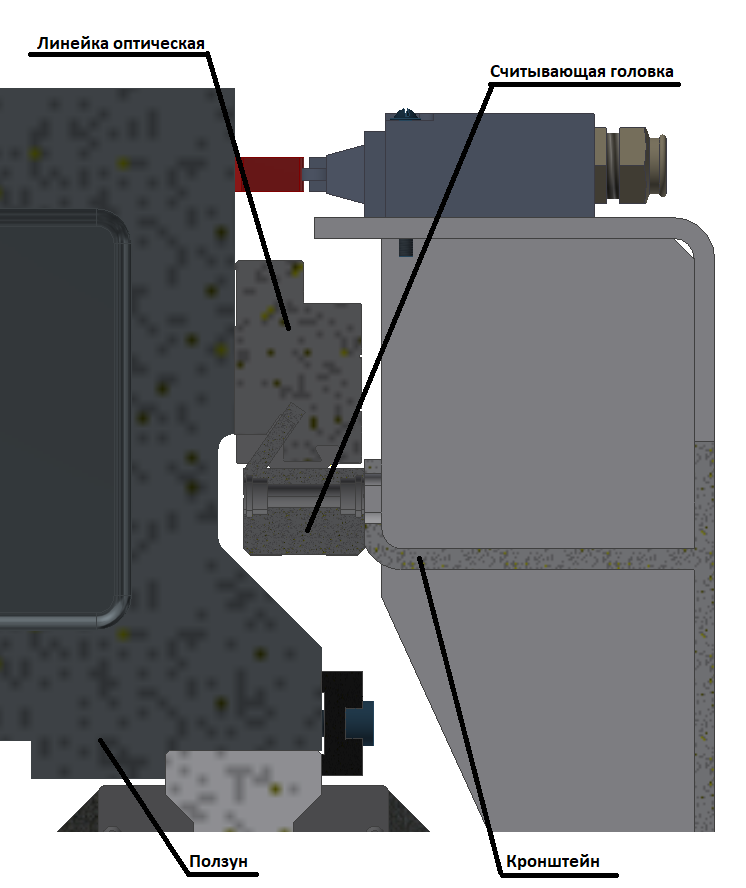
Рис. 3.1 - Встройка линейного датчика
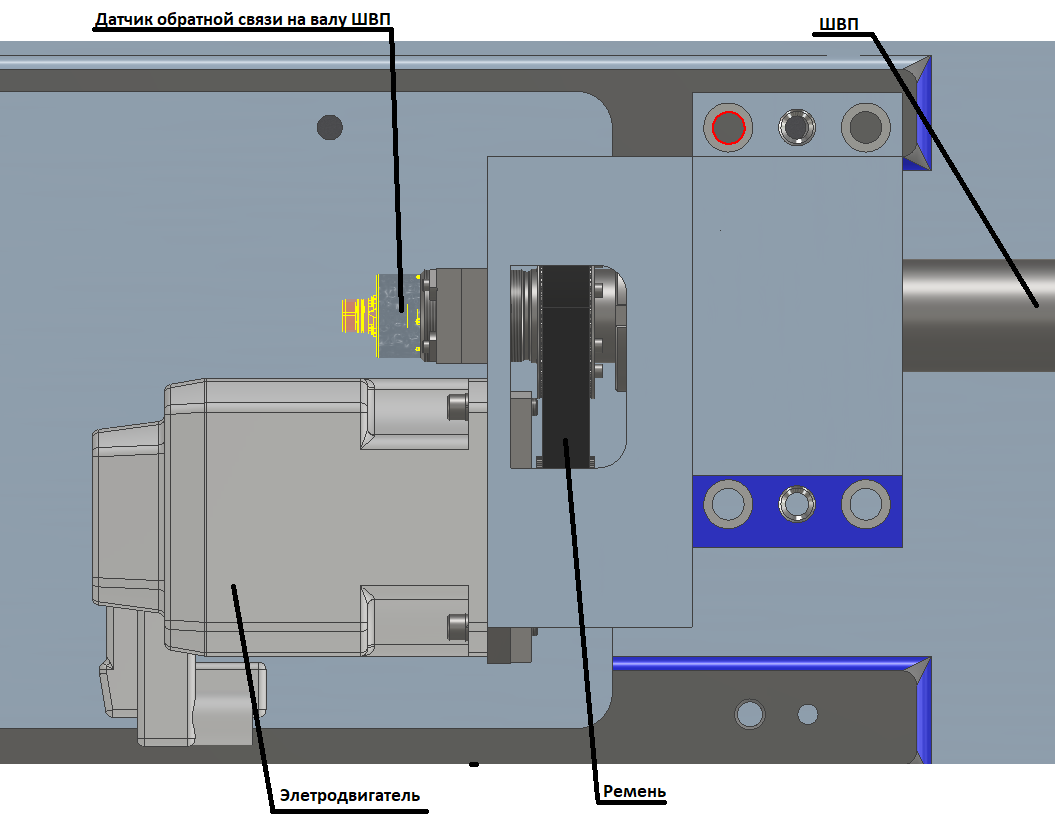
Рис. 3.2 - Встройка кругового датчика, установленного на валу ШВП
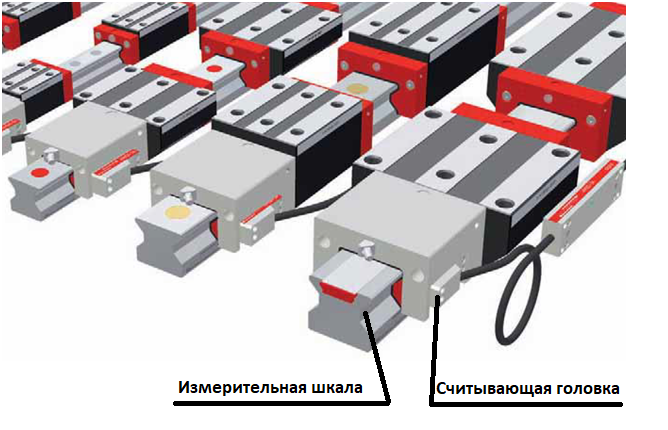
Рис. 3.3 - Направляющие качения со встроенной системой измерения
Материал подготовил:
Лебедев Д. А. (конструктор АО «СТП-Саста»)