Доброго времени суток, уважаемые коллеги!
В бытность работы начальником Технического центра ТОиР оборудования с ЧПУ, я получал большое количество писем на электронную почту, поэтому каждое утро я бегло просматривал все новые письма и быстро принимал по ним решение: сохранить их или удалить. Но одно из них бросилось мне в глаза, потому что в теме письма было написано “Создайте эффективное производство с системами адаптивного управления и мониторинга.”
Я начал заниматься разработкой и внедрением систем с глубокой диагностикой технического состояния узлов оборудования с ЧПУ более 40 лет назад. И за это время у меня сложилось очень хорошее понимание того, чем система адаптивного управления и мониторинга должна быть и чем быть не должна. По сути - это всего лишь инструмент. В это верят большинство руководителей, с которыми мне довелось встречаться и работать. Основная инструментальная функция системы адаптивного регулирования и мониторинга - быть вспомогательным элементом службы ТОиР в достижении различных целей задач и решений, в особенности связанных с повышением эффективности работы станков с ЧПУ (в основном многооперационных), за счет применения стратегии ТОиР по фактическому техническому состоянию оборудования и оптимизации процессов обработки. При этом фактическое техническое состояние определяется с помощью системы мониторинга с глубокой диагностикой технического состояния узлов станка, оптимизация процессов резания регулируется с помощью системы адаптивного регулирования.
И тут я вспомнил 2006 год, когда мы искали решение в области защиты узлов станка от столкновений и мониторинга с глубокой диагностикой технического состояния узлов оборудования. Как я уже писал в ранних статьях, после глубокого анализа мы остановились на трех системах. Две системы я описал в статьях 5-1 и 5-2. А этой статье я остановлюсь на обзоре третьей системы - это система «Адаптивного регулирования и мониторинга» производства фирмы OMATIVE.
Общей чертой всех систем, с которыми я столкнулся, является то, что каждая имеет свой собственный список плюсов и минусов. Могу заявить с абсолютной уверенностью, что я никогда не видел системы, которая не имела бы списка жалоб от различных пользователей. Список, исходящий от производителей, как правило, короче, чем список от “случайных пользователей”. Производители, как правило, справляются со сложностями любой системы просто потому, что они проводят в ней очень много времени и в итоге разбираются в своем вопросе. Тогда как случайные пользователи проводят ограниченное количество времени с системой, и если система является достаточно сложной, то и список жалоб обычно очень объемный. Чем более “неудобной” будет система, тем хуже в ней будут данные. Поэтому и "конечные данные" системы будут деформированы в сторону ухудшения качества соответственно.
Я не просто так завел этот разговор. Исходя из ранее сказанного, мы в Техническом центре приняли решение приобретать системы защиты от столкновений и мониторингу технического состояния станков только после опытной эксплуатации в течении 6 месяцев. Компания OMATIVE в свое время на такие условия не пошла. В результате приобретение систем не состоялось, а мы остановились на решениях, описанных в ранних статьях.
Проблемы современной металлообработки
Современные станки с ЧПУ при обработке отдельных участков детали используют
запрограммированные заранее постоянные подачи. В связи с этим они не обладают необходимой гибкостью для адаптирования к постоянно меняющимся условиям процесса резания. Во время обработки условия резания могут непредсказуемо изменяться вследствие следующих причин:
В этих условиях, с целью предотвращения поломок инструмента, технологи обычно занижают параметры резания, что приводит к снижению производительности. С другой стороны, попытка завысить параметры резания с целью уменьшения времени обработки приводит к поломкам инструментов и нанесению ущерба деталям и станкам.
Рассмотрим решение проблемы оптимизации процессов металлообработки с помощью системы адаптивного регулирования и мониторинга.
СИСТЕМЫ АДАПТИВНОГО РЕГУЛИРОВАНИЯ И МОНИТОРИНГА (ACM) ПРОИЗВОДСТВА ФИРМЫ OMATIVE
Технология адаптивного управления и мониторинга (АСМ), разработанная фирмой OMATIVE, обеспечивает успешное решение этих проблем. Системы OMATIVE АСМ осуществляют контроль условий резания в режиме реального времени и автоматически изменяют подачу до её оптимального уровня для каждой отдельной операции, а также останавливают станок в случае перегрузки или поломки инструмента. В процессе управления OMATIVE АСМ учитывает, в частности, следующие факторы, влияющие на процесс резания: параметры резания, реальная нагрузка на инструмент, уровень износа инструмента, характеристики материала. Основанные на таком подходе системы АСМ существенно снижают время обработки, предотвращают поломки инструмента, нанесение ущерба деталям и станкам, а также минимизируют простои производства. OMATIVE АСМ постоянно отображает текущее состояние инструмента и индицирует необходимость замены изношенного инструмента, предотвращая таким образом поломку инструмента или необоснованную преждевременную его замену.
Системы адаптивного управления и мониторинга OMATIVE АСМ выпускаются в различных конфигурациях (чисто программные решения для новых систем ЧПУ и программно-аппаратные для более старых) и могут обеспечить решение задач адаптивного управления и мониторинга для любых станков с ЧПУ.
ТЕХНИЧЕСКИЕ РЕШЕНИЯ АСМ
Рассмотрим диаграмму работы уникальной экспертной системы адаптивного регулирования OMATIVE АСМ, расположенной на нижерасположенном рисунке.
В бытность работы начальником Технического центра ТОиР оборудования с ЧПУ, я получал большое количество писем на электронную почту, поэтому каждое утро я бегло просматривал все новые письма и быстро принимал по ним решение: сохранить их или удалить. Но одно из них бросилось мне в глаза, потому что в теме письма было написано “Создайте эффективное производство с системами адаптивного управления и мониторинга.”
Я начал заниматься разработкой и внедрением систем с глубокой диагностикой технического состояния узлов оборудования с ЧПУ более 40 лет назад. И за это время у меня сложилось очень хорошее понимание того, чем система адаптивного управления и мониторинга должна быть и чем быть не должна. По сути - это всего лишь инструмент. В это верят большинство руководителей, с которыми мне довелось встречаться и работать. Основная инструментальная функция системы адаптивного регулирования и мониторинга - быть вспомогательным элементом службы ТОиР в достижении различных целей задач и решений, в особенности связанных с повышением эффективности работы станков с ЧПУ (в основном многооперационных), за счет применения стратегии ТОиР по фактическому техническому состоянию оборудования и оптимизации процессов обработки. При этом фактическое техническое состояние определяется с помощью системы мониторинга с глубокой диагностикой технического состояния узлов станка, оптимизация процессов резания регулируется с помощью системы адаптивного регулирования.
И тут я вспомнил 2006 год, когда мы искали решение в области защиты узлов станка от столкновений и мониторинга с глубокой диагностикой технического состояния узлов оборудования. Как я уже писал в ранних статьях, после глубокого анализа мы остановились на трех системах. Две системы я описал в статьях 5-1 и 5-2. А этой статье я остановлюсь на обзоре третьей системы - это система «Адаптивного регулирования и мониторинга» производства фирмы OMATIVE.
Общей чертой всех систем, с которыми я столкнулся, является то, что каждая имеет свой собственный список плюсов и минусов. Могу заявить с абсолютной уверенностью, что я никогда не видел системы, которая не имела бы списка жалоб от различных пользователей. Список, исходящий от производителей, как правило, короче, чем список от “случайных пользователей”. Производители, как правило, справляются со сложностями любой системы просто потому, что они проводят в ней очень много времени и в итоге разбираются в своем вопросе. Тогда как случайные пользователи проводят ограниченное количество времени с системой, и если система является достаточно сложной, то и список жалоб обычно очень объемный. Чем более “неудобной” будет система, тем хуже в ней будут данные. Поэтому и "конечные данные" системы будут деформированы в сторону ухудшения качества соответственно.
Я не просто так завел этот разговор. Исходя из ранее сказанного, мы в Техническом центре приняли решение приобретать системы защиты от столкновений и мониторингу технического состояния станков только после опытной эксплуатации в течении 6 месяцев. Компания OMATIVE в свое время на такие условия не пошла. В результате приобретение систем не состоялось, а мы остановились на решениях, описанных в ранних статьях.
Проблемы современной металлообработки
Современные станки с ЧПУ при обработке отдельных участков детали используют
запрограммированные заранее постоянные подачи. В связи с этим они не обладают необходимой гибкостью для адаптирования к постоянно меняющимся условиям процесса резания. Во время обработки условия резания могут непредсказуемо изменяться вследствие следующих причин:
- Изменение припуска, в особенности при грубой обработке,
- Острота заточки инструмента снижается из-за износа,
- Переменная твердость заготовок вследствие неоднородности материала,
- Поверхность заготовок часто неровная, особенно для отливок и поковок,
- Размеры заготовок могут меняться как внутри партии деталей, так и между партиями
- Качество СОЖ изменяется в процессе обработки,
- Недостаточно сильное крепление заготовок.
В этих условиях, с целью предотвращения поломок инструмента, технологи обычно занижают параметры резания, что приводит к снижению производительности. С другой стороны, попытка завысить параметры резания с целью уменьшения времени обработки приводит к поломкам инструментов и нанесению ущерба деталям и станкам.
Рассмотрим решение проблемы оптимизации процессов металлообработки с помощью системы адаптивного регулирования и мониторинга.
СИСТЕМЫ АДАПТИВНОГО РЕГУЛИРОВАНИЯ И МОНИТОРИНГА (ACM) ПРОИЗВОДСТВА ФИРМЫ OMATIVE
Технология адаптивного управления и мониторинга (АСМ), разработанная фирмой OMATIVE, обеспечивает успешное решение этих проблем. Системы OMATIVE АСМ осуществляют контроль условий резания в режиме реального времени и автоматически изменяют подачу до её оптимального уровня для каждой отдельной операции, а также останавливают станок в случае перегрузки или поломки инструмента. В процессе управления OMATIVE АСМ учитывает, в частности, следующие факторы, влияющие на процесс резания: параметры резания, реальная нагрузка на инструмент, уровень износа инструмента, характеристики материала. Основанные на таком подходе системы АСМ существенно снижают время обработки, предотвращают поломки инструмента, нанесение ущерба деталям и станкам, а также минимизируют простои производства. OMATIVE АСМ постоянно отображает текущее состояние инструмента и индицирует необходимость замены изношенного инструмента, предотвращая таким образом поломку инструмента или необоснованную преждевременную его замену.
Системы адаптивного управления и мониторинга OMATIVE АСМ выпускаются в различных конфигурациях (чисто программные решения для новых систем ЧПУ и программно-аппаратные для более старых) и могут обеспечить решение задач адаптивного управления и мониторинга для любых станков с ЧПУ.
ТЕХНИЧЕСКИЕ РЕШЕНИЯ АСМ
Рассмотрим диаграмму работы уникальной экспертной системы адаптивного регулирования OMATIVE АСМ, расположенной на нижерасположенном рисунке.
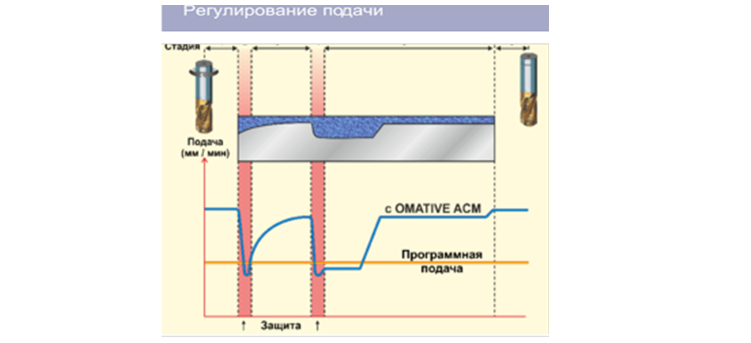
Как мы видим из диаграммы, система адаптивного регулирования OMATIVE АСМ постоянно измеряет текущую величину нагрузки на шпинделе, рассчитывает оптимальные значения подачи для каждого конкретного инструмента и материала заготовки и в режиме реального времени регулирует подачу. Снижение нагрузки на шпинделе приводит к увеличению подачи, в то время как увеличение нагрузки ведет к снижению подачи, что особенно важно для грубой и получистовой обработки, когда изменения нагрузки значительны.
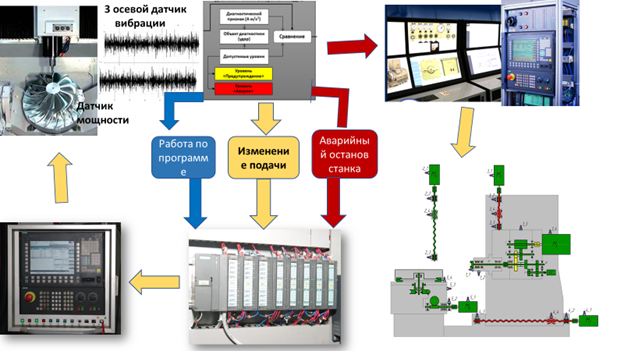
На нижерасположенном рисунке я показал блочно- функциональную схему работы системы адаптивного регулирования OMATIVE АСМ, интегрированную в состав станка с ЧПУ.
На нижерасположенном рисунке я показал блочно- функциональную схему работы системы адаптивного регулирования OMATIVE АСМ, интегрированную в состав станка с ЧПУ.
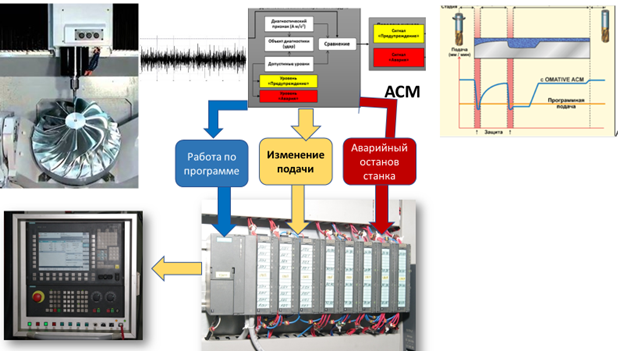
Датчик мощности, установленный на шпинделе станка, во время обработки заготовки снимает сигнал фактической мощности шпинделя, который поступает в блок АСМ, распложённый в электрическом шкафу. В блоке АСМ происходит обработка полученных сигналов и сравнение их величин с допустимыми уровнями (уставками). По результатам сравнения формируются сигналы:
1. Работа по программе.
2. Работа в предаварийной зоне, где происходит регулирование подачи.
3. Работа в аварийной зоне, где формируется сигнал аварийный останов.
Сформированные сигналы поступают на ПЛК станка для принятия одного из трех предлагаемых решений.
Диаграмма процесса адаптивного регулирования подачи показана в правом верхнем углу рисунка.
И так, из вышесказанного можно сделать вывод, что система адаптивного регулирования OMATIVE АСМ автоматически следит за тем, чтобы основные параметры резания не превысили допустимых уровней. Внутренняя экспертная система защиты предупреждает о возможной поломке и при необходимости останавливает станок
Кроме того, применение данной системы в производстве позволяет:
СИСТЕМЫ МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ УЗЛОВ СТАНКОВ С ЧПУ
Рассмотрим несколько вариантов применения системы мониторинга технического состояния узлов станков с ЧПУ в производственных условиях.
На нижерасположенном рисунке я показал блочно- функциональную схему работы системы удаленного мониторинга технического состояния узлов станка OMATIVE АСМ, интегрированную в состав автоматизированного рабочего места инженера-диагноста.
1. Работа по программе.
2. Работа в предаварийной зоне, где происходит регулирование подачи.
3. Работа в аварийной зоне, где формируется сигнал аварийный останов.
Сформированные сигналы поступают на ПЛК станка для принятия одного из трех предлагаемых решений.
Диаграмма процесса адаптивного регулирования подачи показана в правом верхнем углу рисунка.
И так, из вышесказанного можно сделать вывод, что система адаптивного регулирования OMATIVE АСМ автоматически следит за тем, чтобы основные параметры резания не превысили допустимых уровней. Внутренняя экспертная система защиты предупреждает о возможной поломке и при необходимости останавливает станок
Кроме того, применение данной системы в производстве позволяет:
- Снизить время и повысить качество обработки заготовки.
- Устранить поломки станков, приспособлений и деталей.
- Проводить контроль износа инструмента в процессе обработки заготовки с целью его своевременной замены.
- Увеличивать время жизни инструмента.
- Осуществлять защиту инструментов от перегрузки.
- Осуществлять мониторинг работы станка и инструмента.
- Увеличивать производительность станка.
- Оптимальное использовать станок и инструменты.
- Снижать время простоев оборудования из-за технического состояния.
- Снижать разброс размеров деталей по причине неизменного отжима инструмента.
- Снижать зависимость качества обработки заготовок от человеческого фактора.
СИСТЕМЫ МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ УЗЛОВ СТАНКОВ С ЧПУ
Рассмотрим несколько вариантов применения системы мониторинга технического состояния узлов станков с ЧПУ в производственных условиях.
На нижерасположенном рисунке я показал блочно- функциональную схему работы системы удаленного мониторинга технического состояния узлов станка OMATIVE АСМ, интегрированную в состав автоматизированного рабочего места инженера-диагноста.
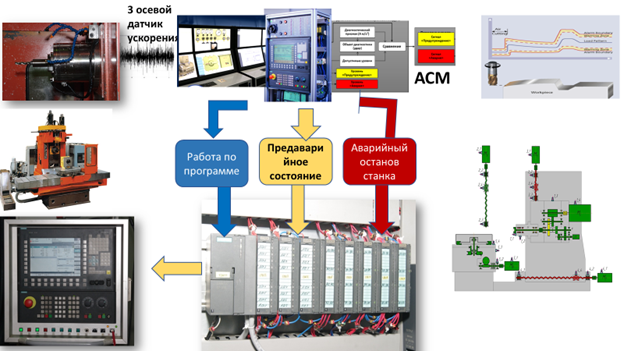
Трехосевой датчик ускорения, установленный на шпинделе станка, во время обработки заготовки снимает сигнал фактического виброускорения элементов шпинделя, который поступает в блок АСМ, распложённый в стенде автоматизированного рабочего места инженера-диагноста. В блоке АСМ происходит обработка полученных сигналов и сравнение их величин с допустимыми уровнями (уставками).
По результатам сравнения формируются сигналы:
1. Работа по программе в зоне нормальной работы.
2. Работа в предаварийной зоне.
3. Работа в аварийной зоне, где формируется сигнал аварийный останов.
Сформированные сигналы поступают в ПЛК станка для принятия одного из трех предлагаемых решений. Автоматизированное рабочее место инженера-диагноста визуализирует результаты мониторинга технического состояния процесса резания и мониторинга технического состояния узлов станка. Диаграмма результатов мониторинга технологического процесса резания показана в правом верхнем углу рисунка. А ниже показана пневматическая схема технического состояния элементов кинематики станка.
На нижерасположенном рисунке я показал блочно- функциональную схему работы системы адаптивного регулирования и удаленного мониторинга технического состояния узлов станка OMATIVE АСМ, интегрированную в состав станка с ЧПУ и автоматизированного рабочего места инженера-диагноста.
По результатам сравнения формируются сигналы:
1. Работа по программе в зоне нормальной работы.
2. Работа в предаварийной зоне.
3. Работа в аварийной зоне, где формируется сигнал аварийный останов.
Сформированные сигналы поступают в ПЛК станка для принятия одного из трех предлагаемых решений. Автоматизированное рабочее место инженера-диагноста визуализирует результаты мониторинга технического состояния процесса резания и мониторинга технического состояния узлов станка. Диаграмма результатов мониторинга технологического процесса резания показана в правом верхнем углу рисунка. А ниже показана пневматическая схема технического состояния элементов кинематики станка.
На нижерасположенном рисунке я показал блочно- функциональную схему работы системы адаптивного регулирования и удаленного мониторинга технического состояния узлов станка OMATIVE АСМ, интегрированную в состав станка с ЧПУ и автоматизированного рабочего места инженера-диагноста.
Трехосевой датчик ускорения и датчик мощности, установленные на корпусе шпинделя станка, во время обработки заготовки снимают сигналы фактического виброускорения и мощности шпинделя, которые поступают в блоки АСМ, распложённые в электрическом шкафу станка и в стенде автоматизированного рабочего места инженера-диагноста. В блоке АСМ происходит обработка полученных сигналов и сравнение их величин с допустимыми уровнями (уставками).
По результатам сравнения формируются сигналы:
1. Работа по программе в зоне нормальной работы.
2. Работа в предаварийной зоне.
3. Работа в аварийной зоне, где формируется сигнал "аварийный останов".
Сформированные сигналы поступают в ПЛК станка для принятия одного из трех предлагаемых решений. Автоматизированное рабочее место инженера-диагноста визуализирует результаты мониторинга технического состояния процесса резания и мониторинга технического состояния узлов станка. Справа в низу показана пневматическая схема технического состояния элементов кинематики станка.
СИСТЕМА OMATIVE PRO
Система OMATIVE PRO – эффективный инструмент управления, оказывающий существенную помощь в контроле производства и управлении производительностью станков, и при этом она решает задачи синхронизации, координации, анализа и оптимизации выпуска продукции.
Это программное обеспечение, которое работает в сети предприятия и ПК, и связано с системами адаптивного регулирования OMATIVE ACM,установленных на станках с ЧПУ, помогает руководителям эффективно контролировать производство и управлять производительностью станков.
Система включает в себя запоминание производственных событий, контроль производства и выдачу разнообразных статистических отчётов. Во время работы станка, OMATIVE PRO в режиме реального времени получает информацию от систем OMATIVE ACМ. OMATIVE PRO может быть установлено на ПК с минимум 256 MБ оперативной памяти, работающей под управлением Windows 2000, NT or XP.
OMATIVE-PRO состоит из следующих компонентов:
1. OMATIVE PRO-СЕРВЕР
OMATIVE PRO-Сервер представляет из себя client-server-приложение на базе системы MES, которое обеспечивает работу системы мониторинга OMATIVE ACM и АCM станции. В современных УЧПУ, построенных на базе персональных компьютеров, ACM станция встроена в УЧПУ. И OMATIVE PRO-Сервер взаимодействует с ней через TCP/IP интерфейс. В более старых УЧПУ, «OMATIVE ACM» и «OMATIVE PRO Сервер» взаимодействуют через RS232 сериальный порт или через специальный RS232/Ethernet преобразователь.
OMATIVE PRO-Сервер выполняет две основные функции:
OMATIVE PRO-Сервер, таким образом, одновременно действует и как клиент (с OMATIVE ACM приложением) и как сервер (с OMATIVE PRO приложением).
Для того, чтобы осуществлять постоянный мониторинг, OMATIVE PRO-Сервер должен запускаться на локальной серверной станции при старте операционной системы и работать постоянно. OMATIVE PRO Сервер поставляется со специальной защитной заглушкой (dongle), которая содержит ограничения на максимальное количество станций, а также на максимальное число одновременно подключенных к системе станков.
2. РАБОЧАЯ СТАНЦИЯ OMATIVE PRO
Рабочая Станция OMATIVE PRO — это Windows-приложение, которое представляет на экране PC пользователя информацию, полученную от АСМ станций, подключенных к сети и запомненную в OMATIVE PRO-Сервере. Этот показ включает в себя мониторинг станка в реальном времени, предысторию работы станка и разнообразные статистические отчеты. Кроме того, с помощью OMATIVE PRO можно подготавливать данные для ACM станций на своем рабочем месте, а не около станка. С каждой Рабочей Станции OMATIVE PRO можно наблюдать события происходящие на станке, а также передавать на станок данные, необходимые для работы.
По результатам сравнения формируются сигналы:
1. Работа по программе в зоне нормальной работы.
2. Работа в предаварийной зоне.
3. Работа в аварийной зоне, где формируется сигнал "аварийный останов".
Сформированные сигналы поступают в ПЛК станка для принятия одного из трех предлагаемых решений. Автоматизированное рабочее место инженера-диагноста визуализирует результаты мониторинга технического состояния процесса резания и мониторинга технического состояния узлов станка. Справа в низу показана пневматическая схема технического состояния элементов кинематики станка.
СИСТЕМА OMATIVE PRO
Система OMATIVE PRO – эффективный инструмент управления, оказывающий существенную помощь в контроле производства и управлении производительностью станков, и при этом она решает задачи синхронизации, координации, анализа и оптимизации выпуска продукции.
Это программное обеспечение, которое работает в сети предприятия и ПК, и связано с системами адаптивного регулирования OMATIVE ACM,установленных на станках с ЧПУ, помогает руководителям эффективно контролировать производство и управлять производительностью станков.
Система включает в себя запоминание производственных событий, контроль производства и выдачу разнообразных статистических отчётов. Во время работы станка, OMATIVE PRO в режиме реального времени получает информацию от систем OMATIVE ACМ. OMATIVE PRO может быть установлено на ПК с минимум 256 MБ оперативной памяти, работающей под управлением Windows 2000, NT or XP.
OMATIVE-PRO состоит из следующих компонентов:
1. OMATIVE PRO-СЕРВЕР
OMATIVE PRO-Сервер представляет из себя client-server-приложение на базе системы MES, которое обеспечивает работу системы мониторинга OMATIVE ACM и АCM станции. В современных УЧПУ, построенных на базе персональных компьютеров, ACM станция встроена в УЧПУ. И OMATIVE PRO-Сервер взаимодействует с ней через TCP/IP интерфейс. В более старых УЧПУ, «OMATIVE ACM» и «OMATIVE PRO Сервер» взаимодействуют через RS232 сериальный порт или через специальный RS232/Ethernet преобразователь.
OMATIVE PRO-Сервер выполняет две основные функции:
- получение в режиме реального времени текущей информации (величина подачи, процента мощности, состояние шпинделя в каждый момент времени) и событий (старт NC программы, старт и окончание операций, аварии) с подключенных станков, и сохранение этой информации в памяти Сервера.
- пересылка информации во все OMATIVE PRO Рабочие Станции, подключенные к Серверу, в соответствии с их требованиями.
OMATIVE PRO-Сервер, таким образом, одновременно действует и как клиент (с OMATIVE ACM приложением) и как сервер (с OMATIVE PRO приложением).
Для того, чтобы осуществлять постоянный мониторинг, OMATIVE PRO-Сервер должен запускаться на локальной серверной станции при старте операционной системы и работать постоянно. OMATIVE PRO Сервер поставляется со специальной защитной заглушкой (dongle), которая содержит ограничения на максимальное количество станций, а также на максимальное число одновременно подключенных к системе станков.
2. РАБОЧАЯ СТАНЦИЯ OMATIVE PRO
Рабочая Станция OMATIVE PRO — это Windows-приложение, которое представляет на экране PC пользователя информацию, полученную от АСМ станций, подключенных к сети и запомненную в OMATIVE PRO-Сервере. Этот показ включает в себя мониторинг станка в реальном времени, предысторию работы станка и разнообразные статистические отчеты. Кроме того, с помощью OMATIVE PRO можно подготавливать данные для ACM станций на своем рабочем месте, а не около станка. С каждой Рабочей Станции OMATIVE PRO можно наблюдать события происходящие на станке, а также передавать на станок данные, необходимые для работы.
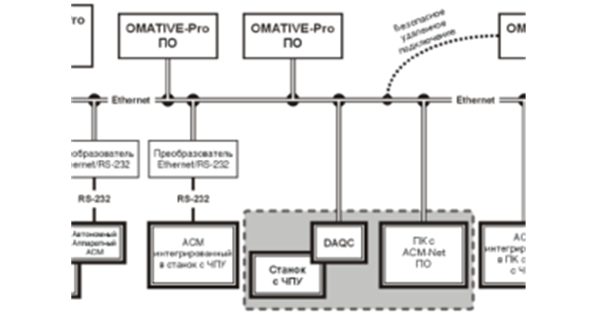
На вышерасположенном рисунке показано подключение разнообразных ACM в цеховую сеть предприятия.
Для сбора информации со станков с ЧПУ и передачи её в OMATIVE PRO каждый станок должен быть оснащён системой OMATIVE ACM (Система Адаптивного Управления и Мониторинга).
ОСНОВНЫЕ ФУНКЦИИ OMATIVE PRO
Оперативный мониторинг производства
OMATIVE PRO показывает в режиме реального времени следующую информацию о состоянии каждого станка: станок вкл/выкл, текущая деталь, операция и инструмент, шпиндель вкл/выкл, инструмент в материале, перегрузка инструмента, авария на станке и т.д.
Оперативный мониторинг состояния станка
OMATIVE PRO графически отображает в реальном времени изменения нагрузки и скорости подачи во время резания, а так же такую существенную для оценки эффективности производства информацию как: фактическое время резания (время нахождения инструмента в металле), время начала и конца обработки детали, время начала и конца работы каждого инструмента, вращение шпинделя, перегрузки, и т.д. Вся эта информация может быть запомнена для будущего анализа.
Машинная статистика
OMATIVE PRO обеспечивает всесторонние статистические отчёты для каждого станка. Отчёты включают следующую информацию:
Запись производственных событий
OMATIVE PRO, получает данные о событиях происходящих на станке, таких как запуск NC программы, смена инструмента и т.д. от OMATIVE ACM. OMATIVE PRO обрабатывает и записывает эти данные, для последующего просмотра, анализа и получения статистических отчётов.
Управление OMATIVE ACM
OMATIVE PRO помогает пользователям дистанционно настроить параметры работы OMATIVE ACM. OMATIVE PRO позволяет подготовить данные для настройки OMATIVE ACM на обработку различных деталей и передать эти данные в OMATIVE ACM, установленные на станках.
Производственная статистика
OMATIVE PRO обеспечивает множество отчётов, графиков и документов для полной оценки эффективности производства. Ниже частичный список доступных отчётов:
Отчёт о производительности – сравнивает фактические данные (время производства, время простоя, время установки, и т.д.) с планом за любой выбранный период времени.
Предыстория работы станка
В дополнение к предыстории производства , OMATIVE PRO позволяет запомнить и отобразить детальную информацию о состоянии каждого станка. Эта информация включает изменения нагрузки и подачи во время резания, время нахождения инструмента в металле и в воздухе, и т.д. OMATIVE PRO хранит информацию за последние 48 часов с дискретой 1 секунда.
На нижерасположенном рисунке показан экран мониторинга процесса резания заготовки на станке с ЧПУ типа SINUMERIK 840D.
Для сбора информации со станков с ЧПУ и передачи её в OMATIVE PRO каждый станок должен быть оснащён системой OMATIVE ACM (Система Адаптивного Управления и Мониторинга).
ОСНОВНЫЕ ФУНКЦИИ OMATIVE PRO
Оперативный мониторинг производства
OMATIVE PRO показывает в режиме реального времени следующую информацию о состоянии каждого станка: станок вкл/выкл, текущая деталь, операция и инструмент, шпиндель вкл/выкл, инструмент в материале, перегрузка инструмента, авария на станке и т.д.
Оперативный мониторинг состояния станка
OMATIVE PRO графически отображает в реальном времени изменения нагрузки и скорости подачи во время резания, а так же такую существенную для оценки эффективности производства информацию как: фактическое время резания (время нахождения инструмента в металле), время начала и конца обработки детали, время начала и конца работы каждого инструмента, вращение шпинделя, перегрузки, и т.д. Вся эта информация может быть запомнена для будущего анализа.
Машинная статистика
OMATIVE PRO обеспечивает всесторонние статистические отчёты для каждого станка. Отчёты включают следующую информацию:
- время работы и простоя станка
- данные об использовании инструмента
- количество произведенных деталей
- состояние вращения шпинделя
- эффективность использования оборудования (Overall Equipment Efficiency)
- время обработки детали и время работы каждого инструмента.
Запись производственных событий
OMATIVE PRO, получает данные о событиях происходящих на станке, таких как запуск NC программы, смена инструмента и т.д. от OMATIVE ACM. OMATIVE PRO обрабатывает и записывает эти данные, для последующего просмотра, анализа и получения статистических отчётов.
Управление OMATIVE ACM
OMATIVE PRO помогает пользователям дистанционно настроить параметры работы OMATIVE ACM. OMATIVE PRO позволяет подготовить данные для настройки OMATIVE ACM на обработку различных деталей и передать эти данные в OMATIVE ACM, установленные на станках.
Производственная статистика
OMATIVE PRO обеспечивает множество отчётов, графиков и документов для полной оценки эффективности производства. Ниже частичный список доступных отчётов:
- производственный отчёт — сортирует данные по названиям деталей и включает данные о количестве произведенных деталей и процент производственного плана выполненный, за выбранный период времени.
- отчёт о простоях — включает детальную информацию о запланированных и непредвиденных простоях, как процент от полного времени простоя за любой выбранный период времени.
Отчёт о производительности – сравнивает фактические данные (время производства, время простоя, время установки, и т.д.) с планом за любой выбранный период времени.
Предыстория работы станка
В дополнение к предыстории производства , OMATIVE PRO позволяет запомнить и отобразить детальную информацию о состоянии каждого станка. Эта информация включает изменения нагрузки и подачи во время резания, время нахождения инструмента в металле и в воздухе, и т.д. OMATIVE PRO хранит информацию за последние 48 часов с дискретой 1 секунда.
На нижерасположенном рисунке показан экран мониторинга процесса резания заготовки на станке с ЧПУ типа SINUMERIK 840D.

Инструментальная статистика
Для каждого инструмента система может показать различные статистические данные, связанные с использованием этого инструмента:
На этом я заканчиваю обзор автоматических систем защиты узлов станков от столкновений, мониторинга с глубокой диагностикой узлов оборудования и адаптивного регулирования процессами обработки заготовок, широко применяемых на предприятиях машиностроения.
Для каждого инструмента система может показать различные статистические данные, связанные с использованием этого инструмента:
- имя инструмента (T1, T2, и т.д.)
- сколько раз инструмент вызывался за выбранный временной интервал
- полное время работы инструмента за выбранный временной интервал
- время нахождения инструмента в металле за выбранный временной интервал
- минимальное значение подачи за выбранный временной интервал
- максимальная значение подачи за выбранный временной интервал.
На этом я заканчиваю обзор автоматических систем защиты узлов станков от столкновений, мониторинга с глубокой диагностикой узлов оборудования и адаптивного регулирования процессами обработки заготовок, широко применяемых на предприятиях машиностроения.