
• Важный элемент системы СПИД
• Особенности конструкций токарных патронов
• Производство токарных патронов – вчера и сегодня
• Без проблем импортозамещения
Важный элемент системы СПИД
В металлообрабатывающих станках для крепления обрабатываемых заготовок и режущего инструмента применяются различные зажимные патроны. Являясь одним из важных элементов системы СПИД (Станок, Приспособление, Инструмент, Деталь), патроны, как зажимные приспособления, в большой степени влияют на общую эффективность работы станочного оборудования. Главные показатели станков – такие как: точность и производительность во многом зависят от конструкции и технических характеристик применяемых зажимных патронов. От надежного крепления обрабатываемых на станках деталей, с применением патронов различных конструкций, зависит не только возможность исполнения технологических требований, но и обеспечение выполнения соответствующих требований по безопасности труда станочников.
Зажимные патроны наиболее часто применяются в металлообрабатывающих станках: при токарной обработке, сверлении и шлифовании, в делительных устройствах при фрезерной обработке и в других случаях. Патроны на станках устанавливаются различными способами, в том числе: непосредственно на шпинделях; на поворотных столах; в конструкциях делительных головок.
Наибольшее применение зажимные патроны находят при токарной обработки деталей, поэтому такие патроны еще называют токарными патронами. В данной статье будут рассмотрены вопросы по тем типам патронов, которые наиболее широко применяются именно в токарных станках. Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство, обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку деталей на высоких скоростях вращения, обеспечивать высокую точность установки и необходимое усилие зажима.
Особенности конструкций токарных патронов
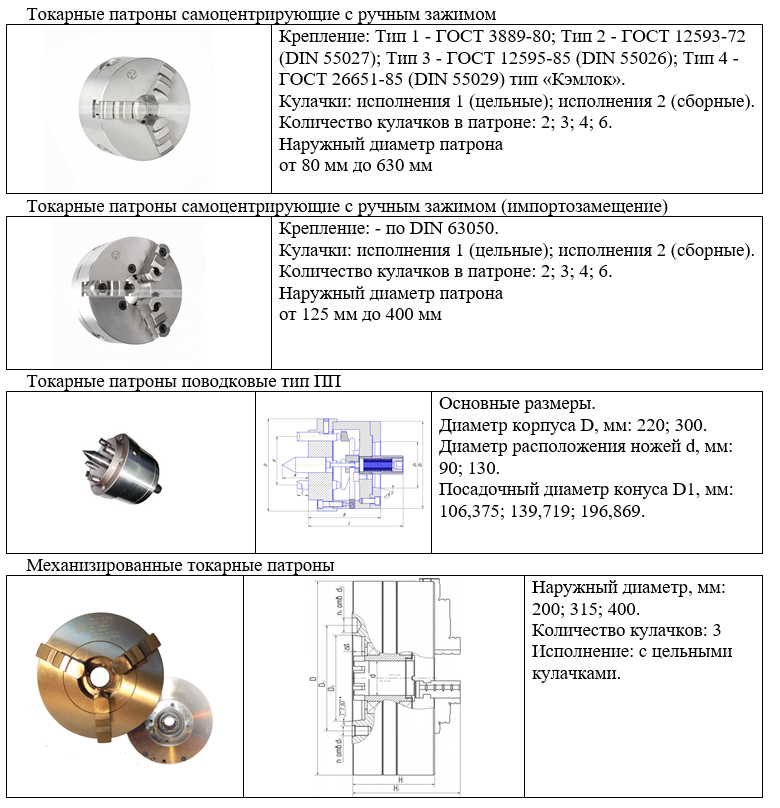
Множество вариантов конструкций токарных патронов, которые выпускаются в настоящее время, позволяет обеспечивать широкие возможности обработки деталей различной конфигурации. По конструкции токарные патроны можно условно разделить на следующие основные группы: кулачковые, поводковые и цанговые.
Кулачковые патроны в свою очередь делятся на: самоцентрирующие и с независимым перемещением кулачков, позволяющими осуществлять точную настройку крепления асимметричных заготовок. Самоцентрирующие патроны могут быть с ручным и с механизированным зажимом заготовок.
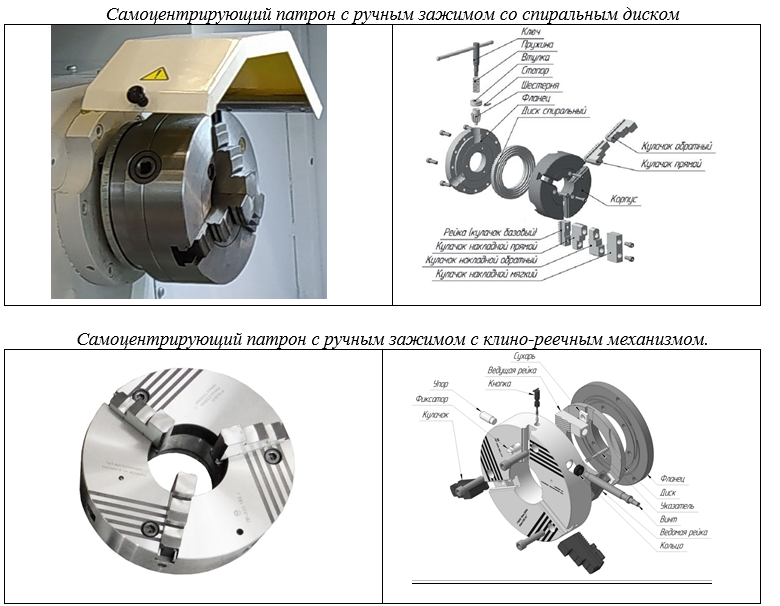
У самоцентрирующих патронов с ручным зажимом положение кулачков регулируется одним ключом, действующим одновременно на все три кулачка, что особенно удобно при закреплении осесимметричных заготовок. Самоцентрирующие патроны с ручным зажимом изготавливаются конструктивно в основном в двух вариантах: со спиральным диском и с клино-реечным механизмом.
• Особенности конструкций токарных патронов
• Производство токарных патронов – вчера и сегодня
• Без проблем импортозамещения
Важный элемент системы СПИД
В металлообрабатывающих станках для крепления обрабатываемых заготовок и режущего инструмента применяются различные зажимные патроны. Являясь одним из важных элементов системы СПИД (Станок, Приспособление, Инструмент, Деталь), патроны, как зажимные приспособления, в большой степени влияют на общую эффективность работы станочного оборудования. Главные показатели станков – такие как: точность и производительность во многом зависят от конструкции и технических характеристик применяемых зажимных патронов. От надежного крепления обрабатываемых на станках деталей, с применением патронов различных конструкций, зависит не только возможность исполнения технологических требований, но и обеспечение выполнения соответствующих требований по безопасности труда станочников.
Зажимные патроны наиболее часто применяются в металлообрабатывающих станках: при токарной обработке, сверлении и шлифовании, в делительных устройствах при фрезерной обработке и в других случаях. Патроны на станках устанавливаются различными способами, в том числе: непосредственно на шпинделях; на поворотных столах; в конструкциях делительных головок.
Наибольшее применение зажимные патроны находят при токарной обработки деталей, поэтому такие патроны еще называют токарными патронами. В данной статье будут рассмотрены вопросы по тем типам патронов, которые наиболее широко применяются именно в токарных станках. Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство, обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку деталей на высоких скоростях вращения, обеспечивать высокую точность установки и необходимое усилие зажима.
Особенности конструкций токарных патронов
Множество вариантов конструкций токарных патронов, которые выпускаются в настоящее время, позволяет обеспечивать широкие возможности обработки деталей различной конфигурации. По конструкции токарные патроны можно условно разделить на следующие основные группы: кулачковые, поводковые и цанговые.
Кулачковые патроны в свою очередь делятся на: самоцентрирующие и с независимым перемещением кулачков, позволяющими осуществлять точную настройку крепления асимметричных заготовок. Самоцентрирующие патроны могут быть с ручным и с механизированным зажимом заготовок.
У самоцентрирующих патронов с ручным зажимом положение кулачков регулируется одним ключом, действующим одновременно на все три кулачка, что особенно удобно при закреплении осесимметричных заготовок. Самоцентрирующие патроны с ручным зажимом изготавливаются конструктивно в основном в двух вариантах: со спиральным диском и с клино-реечным механизмом.
Токарные патроны с ручным зажимом чаще применяются в универсальных станках в условиях единичного и мелкосерийного производства.
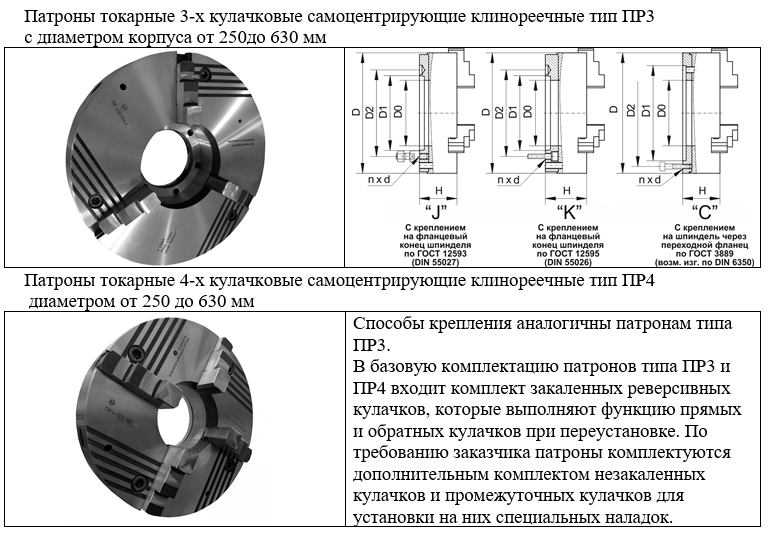
Самоцентрирующие патроны с механизированным зажимом в настоящее время выпускаются в следующих конструктивных вариантах: рычажно-клиновые и клиновые.
Самоцентрирующие патроны с механизированным зажимом в настоящее время выпускаются в следующих конструктивных вариантах: рычажно-клиновые и клиновые.
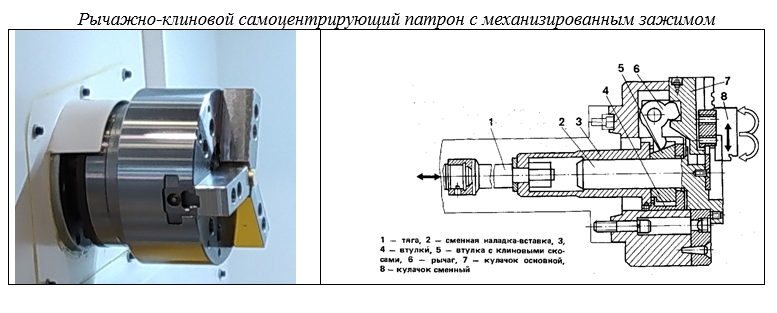
Данная конструкция патрона в механизме центрирования имеет большое количество сопрягаемых деталей, что не позволяет обеспечивать высокую точность центрирования зажимаемых заготовок. Поэтому рычажно-клиновые патроны используются преимущественно на черновых и получистовых операциях.
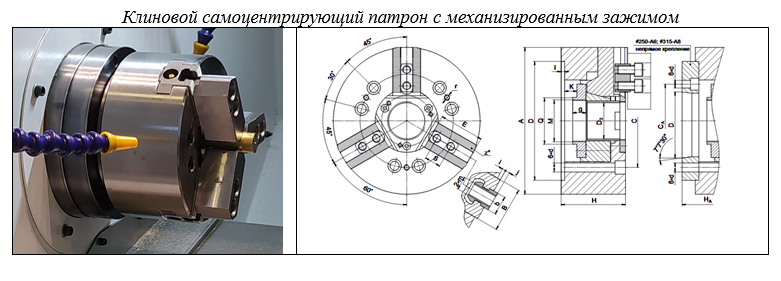
Клиновой самоцентрирующий токарный патрон – это усовершенствованный вариант конструкции рычажно-клинового зажима. Данная конструкция дает возможность обеспечить высокую точность центрирования при фиксации обрабатываемой детали. Эти типы патронов могут изготавливаться в двух вариантах: полые - с отверстием для обработки деталей из длинных прутковых заготовок и без отверстия.
У самоцентрирующих патронов с механизированным зажимом в качестве привода перемещения кулачков используется внешний пневматический или гидравлический цилиндр, или электромеханическая головка. Патроны с механизированным приводом обеспечивают хорошую производительность станка (большая скорость зажима и разжима) и используются чаще на станках с ЧПУ.
В настоящее время ведущие мировые производители выпускают другие конструкции современных токарных самоцентрирующих патронов с механизированным зажимом - это патроны с интегрированными пневматическими цилиндрами. Данные конструкции применяются в основном при изготовлении специализированных патронов с увеличенным диаметром отверстия для обработки труб, а также и при производстве некоторых моделей патронов общего назначения.
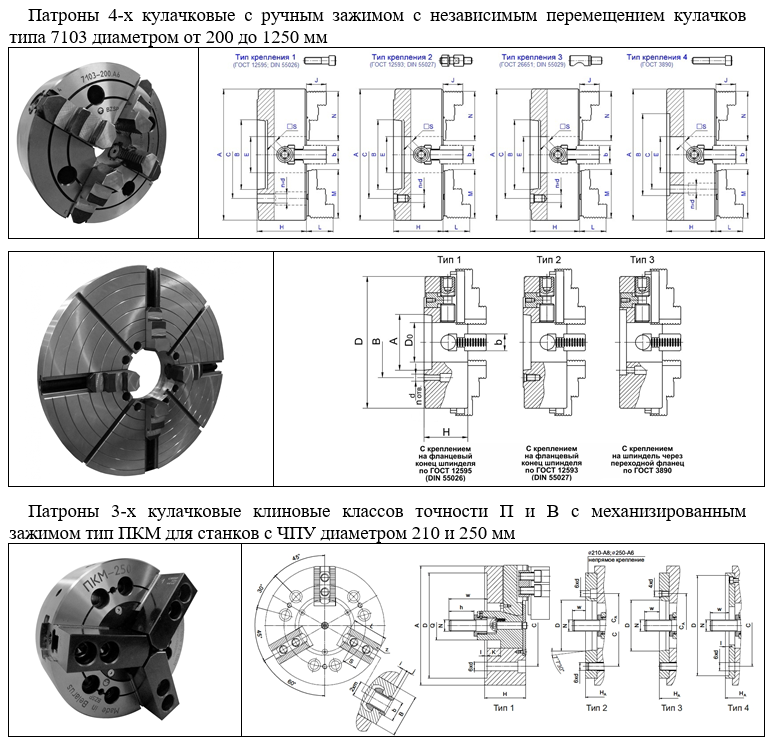
Патроны с независимым перемещением кулачков – это обычно 4-х кулачковые патроны, которые применяются для закрепления заготовок сложной конфигурации, несимметричных и эксцентричных, с нецилиндрической формой, либо, когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью поверхности крепления (отливки, поковки и т.п.).
У самоцентрирующих патронов с механизированным зажимом в качестве привода перемещения кулачков используется внешний пневматический или гидравлический цилиндр, или электромеханическая головка. Патроны с механизированным приводом обеспечивают хорошую производительность станка (большая скорость зажима и разжима) и используются чаще на станках с ЧПУ.
В настоящее время ведущие мировые производители выпускают другие конструкции современных токарных самоцентрирующих патронов с механизированным зажимом - это патроны с интегрированными пневматическими цилиндрами. Данные конструкции применяются в основном при изготовлении специализированных патронов с увеличенным диаметром отверстия для обработки труб, а также и при производстве некоторых моделей патронов общего назначения.
Патроны с независимым перемещением кулачков – это обычно 4-х кулачковые патроны, которые применяются для закрепления заготовок сложной конфигурации, несимметричных и эксцентричных, с нецилиндрической формой, либо, когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью поверхности крепления (отливки, поковки и т.п.).
Одним из основных параметров классификации кулачковых патронов, определяющим возможности обработки тех или иных заготовок, является количество и конструкция кулачков. По количеству кулачков патроны подразделяются на:
• Двух-кулачковые патроны самоцентрирующие, которые оптимальны для зажима заготовок небольшого размера несимметричной формы.
• Трёх-кулачковые патроны самоцентрирующие - используются для крепления заготовок круглой и шестигранной форм, обеспечивают возможность быстрой центровки и фиксации.
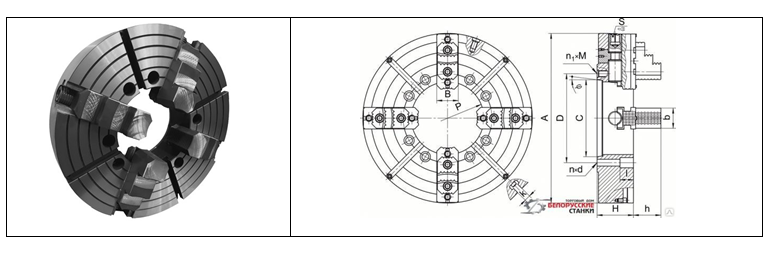
• Четырех-кулачковые патроны с независимым перемещением кулачков. Данный тип патронов применяется для установки заготовок прямоугольной и несимметричной формы, квадратных прутков.
• Шести-кулачковые патроны самоцентрирующие. Оптимальны для работы с тонкостенными деталями - благодаря равномерному распределению усилия зажима на шесть кулачков, обеспечивается минимальное усилие от каждого кулачка, которое не приводит к смятию зажимаемой поверхности детали.
В конструкциях зажимных патронов используются кулачки разных видов. Прямые кулачки устанавливают в паз корпуса патрона наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. В конструктивном исполнении кулачки могут быть цельными и сборными.
Цельные кулачки изготавливаются из цельного куска стали с пределом прочности σB не менее 500 МПа и термообработкой зажимных и трущихся рабочих поверхностей до твердости не менее 43 HRCЭ для классов точности Н и П и не менее 50 HRCЭ для классов точности А и В. Сборные кулачки - из рейки (основания или базового кулачка) из закаленной стали, на которую винтами крепиться накладной кулачок, который может быть изготовлен из закаленной или из незакаленной стали, или даже из цветного металла. Накладные кулачки могут изготавливаться специальной конструкции для зажима конкретных наименований деталей, в том числе для крепления заготовок больших диаметров.
Кроме перечисленных типов кулачков в токарных патронах для обеспечения точности центрирования часто применяются так называемые мягкие кулачки, которые растачиваются точно по диаметру и по форме зажимаемой поверхности обрабатываемой детали. В мягких кулачках можно закреплять детали, на наружной окончательно обработанной поверхности которых не допускаются следы зажима кулачков, а также проводить обработку тонкостенных втулок. В последнем случае необходимо расточить кулачки так, чтобы они на 80—90% охватывали поверхность обрабатываемой детали.
Корпуса токарных патронов (ГОСТ 1654-86) должны изготавливаться из следующих материалов:
• из чугуна по качественным показателям не ниже, чем у марки СЧ 30;
• из стали с пределом прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRCЭ
Стальной корпус дороже в производстве, чем чугунный, но патроны со стальным корпусом имеют значительно выше значения предельно допустимых оборотов патрона.
При токарной обработке в настоящее время, кроме кулачковых типов патронов, пусть в меньшей степени, но используются зажимные патроны других типов: поводковые - различных конструкций, цанговые, мембранные.
• Двух-кулачковые патроны самоцентрирующие, которые оптимальны для зажима заготовок небольшого размера несимметричной формы.
• Трёх-кулачковые патроны самоцентрирующие - используются для крепления заготовок круглой и шестигранной форм, обеспечивают возможность быстрой центровки и фиксации.
• Четырех-кулачковые патроны с независимым перемещением кулачков. Данный тип патронов применяется для установки заготовок прямоугольной и несимметричной формы, квадратных прутков.
• Шести-кулачковые патроны самоцентрирующие. Оптимальны для работы с тонкостенными деталями - благодаря равномерному распределению усилия зажима на шесть кулачков, обеспечивается минимальное усилие от каждого кулачка, которое не приводит к смятию зажимаемой поверхности детали.
В конструкциях зажимных патронов используются кулачки разных видов. Прямые кулачки устанавливают в паз корпуса патрона наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. В конструктивном исполнении кулачки могут быть цельными и сборными.
Цельные кулачки изготавливаются из цельного куска стали с пределом прочности σB не менее 500 МПа и термообработкой зажимных и трущихся рабочих поверхностей до твердости не менее 43 HRCЭ для классов точности Н и П и не менее 50 HRCЭ для классов точности А и В. Сборные кулачки - из рейки (основания или базового кулачка) из закаленной стали, на которую винтами крепиться накладной кулачок, который может быть изготовлен из закаленной или из незакаленной стали, или даже из цветного металла. Накладные кулачки могут изготавливаться специальной конструкции для зажима конкретных наименований деталей, в том числе для крепления заготовок больших диаметров.
Кроме перечисленных типов кулачков в токарных патронах для обеспечения точности центрирования часто применяются так называемые мягкие кулачки, которые растачиваются точно по диаметру и по форме зажимаемой поверхности обрабатываемой детали. В мягких кулачках можно закреплять детали, на наружной окончательно обработанной поверхности которых не допускаются следы зажима кулачков, а также проводить обработку тонкостенных втулок. В последнем случае необходимо расточить кулачки так, чтобы они на 80—90% охватывали поверхность обрабатываемой детали.
Корпуса токарных патронов (ГОСТ 1654-86) должны изготавливаться из следующих материалов:
• из чугуна по качественным показателям не ниже, чем у марки СЧ 30;
• из стали с пределом прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRCЭ
Стальной корпус дороже в производстве, чем чугунный, но патроны со стальным корпусом имеют значительно выше значения предельно допустимых оборотов патрона.
При токарной обработке в настоящее время, кроме кулачковых типов патронов, пусть в меньшей степени, но используются зажимные патроны других типов: поводковые - различных конструкций, цанговые, мембранные.
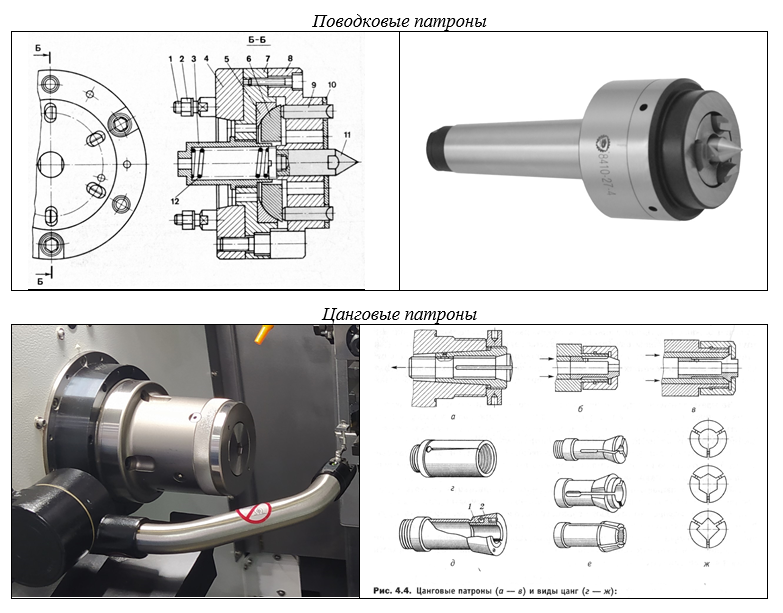
Цанговые патроны в основном применяют для зажима калиброванных прутков разного профиля, обрабатываемых на токарных прутковых автоматах. Конструктивно цанговые патроны могут изготавливаться с втягиваемой или с выдвижной цангой, или с выдвижной втулкой.
Технические требования, конструкцию и размеры токарных патронов регламентируют следующие государственные стандарты.
ГОСТ 1654-86 Патроны токарные общего назначения. Общие технические условия.
ГОСТ 2571-71 Патроны токарные поводковые. Конструкция и размеры.
ГОСТ 2675-80 Патроны самоцентрирующие трех-кулачковые. Основные размеры
ГОСТ 24351-80 Патроны токарные самоцентрирующие трех- и двух-кулачковые клиновые и рычажно-клиновые. Основные размеры.
ГОСТ 24568-81 - Патроны магнитные. Технические условия.
ГОСТ 3890-82 Патроны четырех-кулачковые с независимым перемещением кулачков. Основные и присоединительные размеры.
Способ крепления патрона на шпинделе зависит от типа конца шпинделя и его исполнения. Токарные патроны имеют три типа крепления по ГОСТ 2675-80 и один тип по ГОСТ 26651-85:
1. ГОСТ 2675-80 Тип 1 - Цилиндрическая посадка. Патрон устанавливается на шпинделе через промежуточный фланец (по ГОСТ 3889-80). Патрон центрируется на промежуточном фланце через цилиндрический центрирующий поясок. Промежуточный фланец либо навинчивается на резьбу шпинделя (Исполнение 1 промежуточного фланца), либо устанавливается на центрирующий конус фланца шпинделя;
2. ГОСТ 2675-80 Тип 2 - Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующий конус фланца шпинделя и крепится винтами сквозь корпус патрон в торец фланца шпинделя (тип А) (ГОСТ 12595-2003);
3. ГОСТ 2675-80 Тип 3 - Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующий конус фланца шпинделя и крепится через поворотную шайбу (ГОСТ 12593-2003);
4. ГОСТ 26651-85 - Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующий конус фланца шпинделя и крепится зажимом «Кэмлок».
Токарные патроны должны соответствовать следующим классам точности (ГОСТ 1654-86):
• Н - патрон нормальной точности;
• П - патрон повышенной точности;
• В - патрон высокой точности;
• А - патрон особо высокой точности.
Кроме перечисленных типов зажимных патронов при токарной обработке в некоторых случаях используются мембранные и магнитные патроны, а также патроны специальной конструкции для закрепления конкретных сложных по конструкции деталей.
Производство токарных патронов – вчера и сегодня
В Советском Союзе было несколько заводов, которые производили зажимные патроны для токарных станков – это:
• Барановичский завод станкопринадлежностей. Производитель универсальной зажимной технологической оснастки для комплектации металлорежущих станков.
• Борисоглебский завод токарных патронов. Завод выпускал трех-кулачковые самоцентрирующие и четырех-кулачковые патроны с независимым перемещением кулачков.
• Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009).
• Гродненский завод токарных патронов. Выпускал широкую номенклатуру токарных патронов.
• Луганский станкостроительный завод. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу.
• Псковский машиностроительный завод. Завод изготавливал самоцентрирующие токарные патроны с ручным приводом.
• Павелецкий завод станочных узлов. Завод выпускал 4-х кулачковые токарные патроны с независимым перемещением кулачков, а также механизированные патроны с увеличенным отверстием для обработки труб.
• Фрунзенский машиностроительный завод им. Ленина.
В те времена многие станкозаводы изготавливали сами зажимные патроны для комплектации металлорежущих станков собственного производства. В большей части это были нестандартные патроны специальных конструкций.
В начале нулевых, когда заметно стал расти выпуск токарных станков с ЧПУ, в том числе высокоточных, некоторые отечественные станкозаводы стали довольно широко применять токарные патроны зарубежных производителей, таких как: BISON-BIAL (Польша), SMW-Autoblok (Италия - Германия), ROHM (Германия) и других. В первую очередь у этих компаний закупались высокоточные патроны, в том числе патроны с ручным зажимом и механизированные общего назначения, патроны с большим отверстием для обработки труб с интегрированными пневматическими цилиндрами, поворотные патроны для обработки муфт и других аналогичных деталей с двух сторон с поворотом без останова вращения шпинделя, а также сверхточные патроны специальной конструкции для зажима конкретных сложных деталей.
Технические требования, конструкцию и размеры токарных патронов регламентируют следующие государственные стандарты.
ГОСТ 1654-86 Патроны токарные общего назначения. Общие технические условия.
ГОСТ 2571-71 Патроны токарные поводковые. Конструкция и размеры.
ГОСТ 2675-80 Патроны самоцентрирующие трех-кулачковые. Основные размеры
ГОСТ 24351-80 Патроны токарные самоцентрирующие трех- и двух-кулачковые клиновые и рычажно-клиновые. Основные размеры.
ГОСТ 24568-81 - Патроны магнитные. Технические условия.
ГОСТ 3890-82 Патроны четырех-кулачковые с независимым перемещением кулачков. Основные и присоединительные размеры.
Способ крепления патрона на шпинделе зависит от типа конца шпинделя и его исполнения. Токарные патроны имеют три типа крепления по ГОСТ 2675-80 и один тип по ГОСТ 26651-85:
1. ГОСТ 2675-80 Тип 1 - Цилиндрическая посадка. Патрон устанавливается на шпинделе через промежуточный фланец (по ГОСТ 3889-80). Патрон центрируется на промежуточном фланце через цилиндрический центрирующий поясок. Промежуточный фланец либо навинчивается на резьбу шпинделя (Исполнение 1 промежуточного фланца), либо устанавливается на центрирующий конус фланца шпинделя;
2. ГОСТ 2675-80 Тип 2 - Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующий конус фланца шпинделя и крепится винтами сквозь корпус патрон в торец фланца шпинделя (тип А) (ГОСТ 12595-2003);
3. ГОСТ 2675-80 Тип 3 - Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующий конус фланца шпинделя и крепится через поворотную шайбу (ГОСТ 12593-2003);
4. ГОСТ 26651-85 - Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующий конус фланца шпинделя и крепится зажимом «Кэмлок».
Токарные патроны должны соответствовать следующим классам точности (ГОСТ 1654-86):
• Н - патрон нормальной точности;
• П - патрон повышенной точности;
• В - патрон высокой точности;
• А - патрон особо высокой точности.
Кроме перечисленных типов зажимных патронов при токарной обработке в некоторых случаях используются мембранные и магнитные патроны, а также патроны специальной конструкции для закрепления конкретных сложных по конструкции деталей.
Производство токарных патронов – вчера и сегодня
В Советском Союзе было несколько заводов, которые производили зажимные патроны для токарных станков – это:
• Барановичский завод станкопринадлежностей. Производитель универсальной зажимной технологической оснастки для комплектации металлорежущих станков.
• Борисоглебский завод токарных патронов. Завод выпускал трех-кулачковые самоцентрирующие и четырех-кулачковые патроны с независимым перемещением кулачков.
• Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009).
• Гродненский завод токарных патронов. Выпускал широкую номенклатуру токарных патронов.
• Луганский станкостроительный завод. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу.
• Псковский машиностроительный завод. Завод изготавливал самоцентрирующие токарные патроны с ручным приводом.
• Павелецкий завод станочных узлов. Завод выпускал 4-х кулачковые токарные патроны с независимым перемещением кулачков, а также механизированные патроны с увеличенным отверстием для обработки труб.
• Фрунзенский машиностроительный завод им. Ленина.
В те времена многие станкозаводы изготавливали сами зажимные патроны для комплектации металлорежущих станков собственного производства. В большей части это были нестандартные патроны специальных конструкций.
В начале нулевых, когда заметно стал расти выпуск токарных станков с ЧПУ, в том числе высокоточных, некоторые отечественные станкозаводы стали довольно широко применять токарные патроны зарубежных производителей, таких как: BISON-BIAL (Польша), SMW-Autoblok (Италия - Германия), ROHM (Германия) и других. В первую очередь у этих компаний закупались высокоточные патроны, в том числе патроны с ручным зажимом и механизированные общего назначения, патроны с большим отверстием для обработки труб с интегрированными пневматическими цилиндрами, поворотные патроны для обработки муфт и других аналогичных деталей с двух сторон с поворотом без останова вращения шпинделя, а также сверхточные патроны специальной конструкции для зажима конкретных сложных деталей.
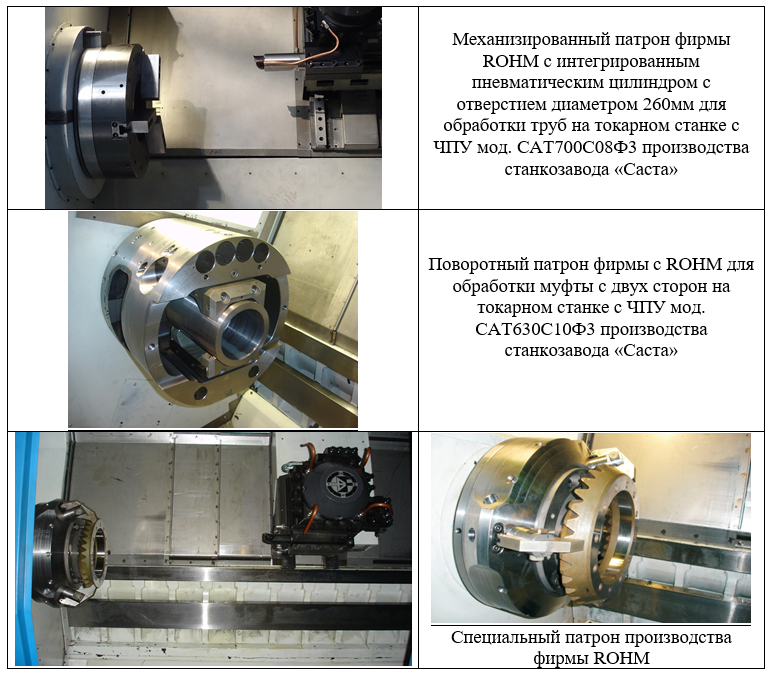
Патрон предназначен для установки и зажима ведомой шестерни заднего моста автомобиля КАМАЗ при финишной обработки (на токарном станке с ЧПУ мод. САТ630С10Ф3 производства станкозавода «Саста») торца и внутреннего диаметра (последняя операция) с точностью 8-10 мкм и шероховатостью 0,4 – 0,8 мкм (твердое точение - HRCэ 60-62). Базирование детали в патроне осуществлялось по трем впадинам окончательно отшлифованных зубьев.
В настоящее время возможности по приобретению токарных патронов из недружественных стран сильно ограничены. Поэтому, с учетом того, что сегодня реального производства токарных патронов в промышленных масштабах в России нет, отечественные станкозаводы стали активнее закупать их в дружественных странах, в первую очередь в Китае, а также в Республике Беларусь. На Гродненском заводе токарных патронов и на Барановичском заводе станкопринадлежностей выпускается достаточно широкая номенклатура токарных патронов. Рассмотрим более подробно перечень выпускаемых этими заводами токарных патронов.
Гродненский завод токарных патронов «БелТАПАЗ»
В настоящее время – завод «БелТАПАЗ» выпускает обширный перечень комплектующих изделий к различной промышленной продукции, в том числе и более 100 модификаций самоцентрирующих токарных патронов, являясь самым крупным их производителем на территории СНГ.
В настоящее время возможности по приобретению токарных патронов из недружественных стран сильно ограничены. Поэтому, с учетом того, что сегодня реального производства токарных патронов в промышленных масштабах в России нет, отечественные станкозаводы стали активнее закупать их в дружественных странах, в первую очередь в Китае, а также в Республике Беларусь. На Гродненском заводе токарных патронов и на Барановичском заводе станкопринадлежностей выпускается достаточно широкая номенклатура токарных патронов. Рассмотрим более подробно перечень выпускаемых этими заводами токарных патронов.
Гродненский завод токарных патронов «БелТАПАЗ»
В настоящее время – завод «БелТАПАЗ» выпускает обширный перечень комплектующих изделий к различной промышленной продукции, в том числе и более 100 модификаций самоцентрирующих токарных патронов, являясь самым крупным их производителем на территории СНГ.
Механизированные токарные патроны «БелТАПАЗ» служат для быстрого зажима обрабатываемых заготовок. Движение осуществляется за счет расположения плоской зубчатой шестерни на их тыльной стороне. Она получает движение от внешнего привода и передает его на кулачки. Все элементы патрона выполнены из высоколегированных сталей и термообработаны.
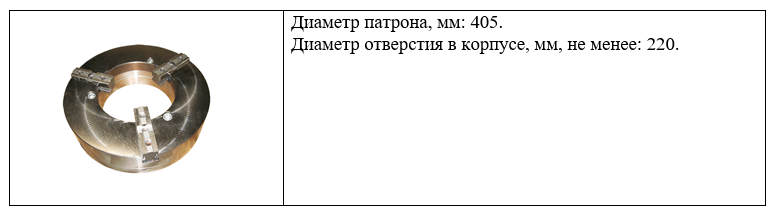
Патрон трубный токарный СЗ-ТР.405.01
Патрон трубный токарный СЗ-ТР.405.01
Барановичский завод станкопринадлежностей (БЗСП)
БЗСП в настоящее время выпускает большую номенклатуру различной оснастки и принадлежностей для металлообрабатывающих станков, в том числе и широкий перечень токарных патронов: патроны токарные ручные стальные; патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые, включая патроны с увеличенным отверстием для обработки труб.
БЗСП в настоящее время выпускает большую номенклатуру различной оснастки и принадлежностей для металлообрабатывающих станков, в том числе и широкий перечень токарных патронов: патроны токарные ручные стальные; патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые, включая патроны с увеличенным отверстием для обработки труб.
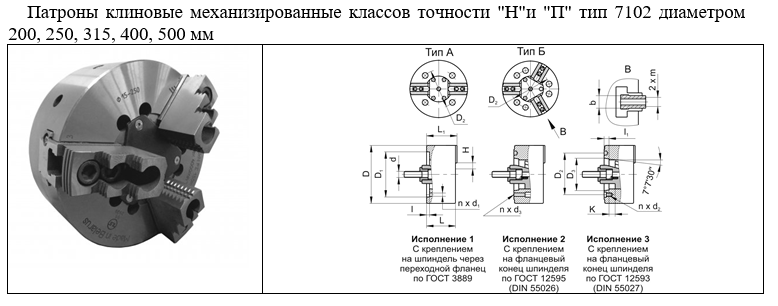
Патроны предназначены для закрепления штучных заготовок, обрабатываемых на станках токарной группы классов точности «В» и «А» в условиях серийного и массового производства.
Патроны 3-х кулачковые клиновые классов точности Н и П с механизированным зажимом тип ПКМ для станков с ЧПУ диаметром 315 и 400 мм
Патроны 3-х кулачковые клиновые классов точности Н и П с механизированным зажимом тип ПКМ для станков с ЧПУ диаметром 315 и 400 мм
Патроны предназначены для закрепления штучных заготовок, обрабатываемых на станках токарной группы классов точности «Н» и «П» в условиях серийного и массового производства.
Патроны предназначены для закрепления штучных заготовок, обрабатываемых на станках токарной группы класса точности «В» в условиях серийного и массового производства.

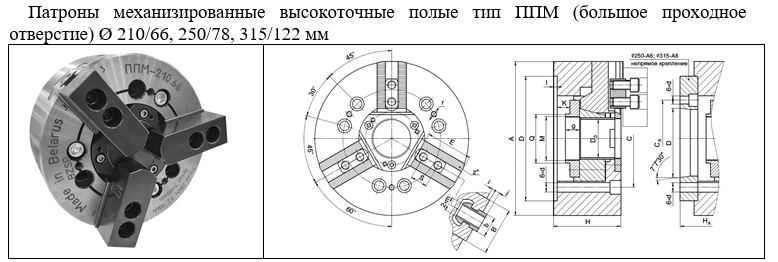
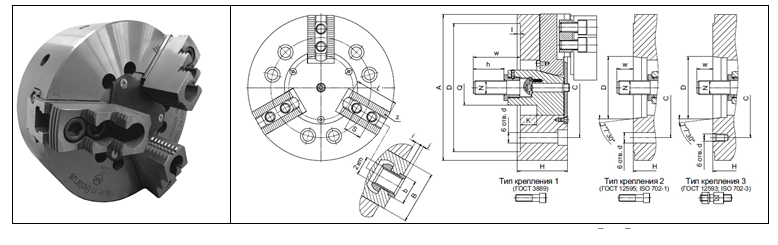
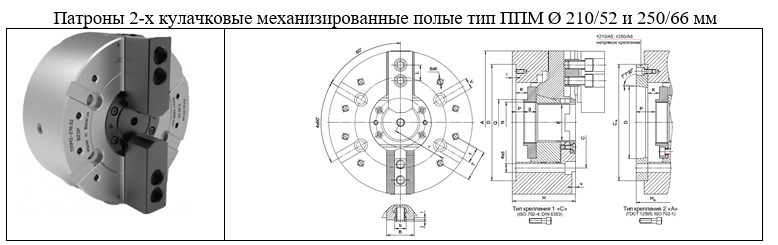
Патроны типа ППМ предназначены для закрепления штучных заготовок, обрабатываемых на станках токарной группы класса точности «В» в условиях серийного и массового производства. Патроны взаимозаменяемы с патронами ведущих европейских производителей (SMW-Autoblok, Schunk и др.) и азиатских производителей (KITAGAWA, AUTOStrong, Samchully и др.).

Патроны предназначены для закрепления штучных заготовок по наружным поверхностям на многошпиндельных токарных автоматах класса точности П.
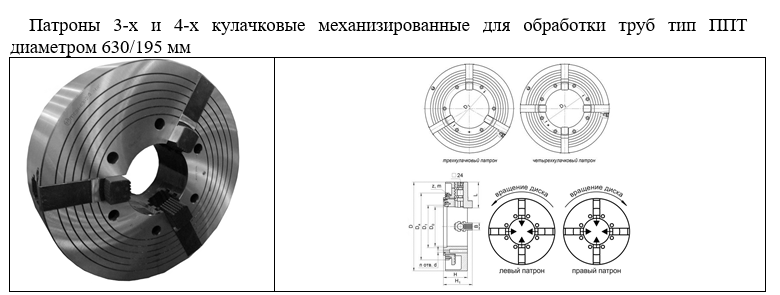
Патроны токарные 3-х и 4-х кулачковые механизированные комбинированные ППТ ЗН-630.205, ППТ 4Н-630.205 (аналог патронов РТ 783) предназначены для закрепления труб, цилиндрических и эксцентрических деталей, неконцентрического зажима заготовок сложной формы на токарных трубообрабатывающих станках. На шпиндельную бабку устанавливаются левый и правый патроны. Патроны работают от механизированного привода, входящего в конструкцию станка, передающего крутящий момент на зубчатое колесо, расположенное на заднем торце патрона. Патроны имеют винты для настройки на обработку заготовок различной формы сечения.
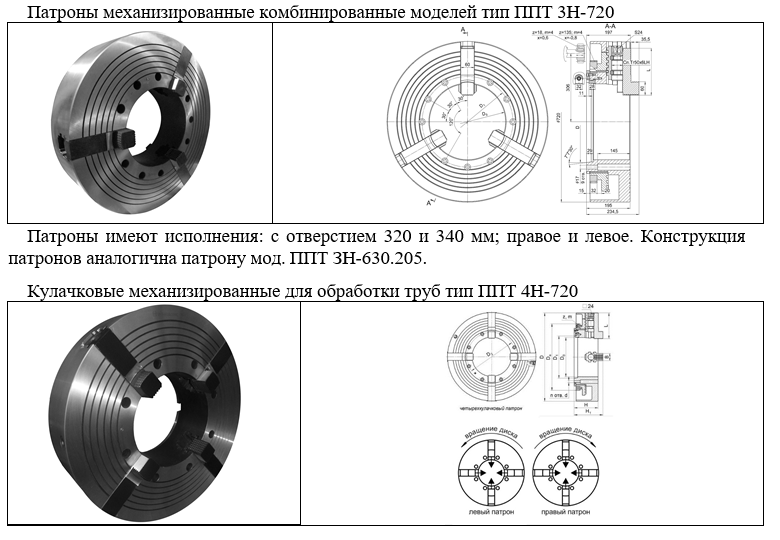
Патроны токарные 4-х кулачковые механизированные комбинированные ППТ 4Н-720.320, ППТ 4Н-720.340 (аналоги патронов 1Н983,1Н984, СА 983, СА 984, Bison-Bial мод. 2615-720-320, 2615-720-340), предназначены для закрепления труб, цилиндрических и эксцентрических деталей, неконцентрического зажима заготовок сложной формы на токарных трубообрабатывающих станках. Патроны работают от механизированного привода, установленного на станке, передающего крутящий момент на зубчатое колесо, расположенное на заднем торце патрона. На шпиндельную бабку станка устанавливаются левый и правый патроны. Патроны имеют винты для настройки на обработку заготовок различной формы сечения.
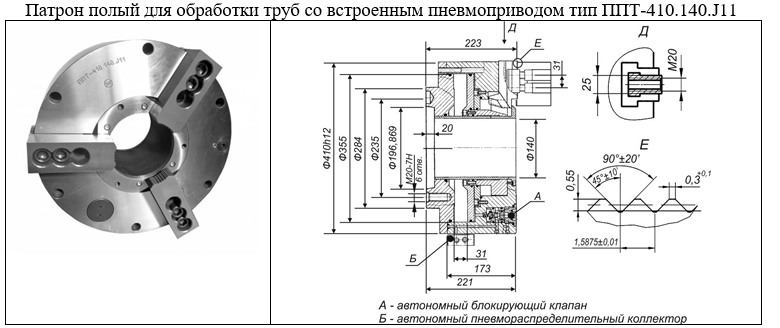
Патрон полый для обработки труб со встроенным пневмоприводом модели ППТ-410.140.J11 служит для комплектации специальных токарных станков, предназначенных для обработки труб в нефте- и газодобывающей промышленности. Для обеспечения подачи сжатого воздуха в патрон во время зажима и разжима станок должен иметь фиксированный останов шпинделя.
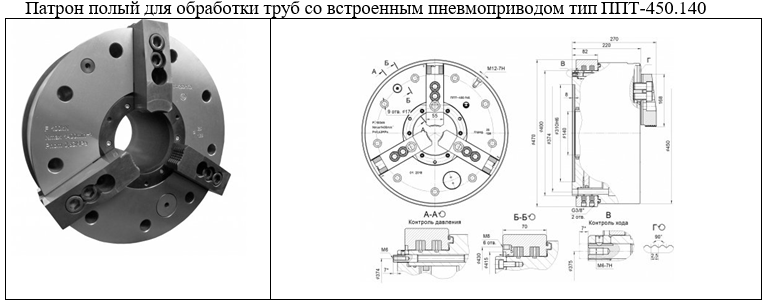
Патрон полый для обработки труб со встроенным пневмоприводом модели ППТ-450.140 (аналог патрона Bison 2500-400-140) служит для комплектации специальных токарных станков, предназначенных для обработки труб в нефте- и газо-добывающей промышленности. Патрон комплектуется коллектором, который крепится на передней бабке станка. Увеличенный ход зажимного кулачка позволяет производить зажим трубы не снимая муфт. Для аварийного отключения вращения шпинделя станка при падении давления в полости патрона, в корпусе патрона установлен механизм контроля падения давления. Также в патрон установлен механизм контроля хода зажимных кулачков.
В результате рассмотрения перечня токарных патронов, следует отметить, что в настоящее время на заводах Республики Беларусь выпускается достаточно широкий ассортимент этих изделий.
Без проблем импортозамещения.
В целом, если проанализировать состояние дел по вопросу производства токарных патронов в России и в других странах СНГ, можно сделать вывод, что только на Гродненском заводе токарных патронов и на Барановичском заводе станкопринадлежностей не только сохранили изготовление токарных патронов, но и значительно расширили их номенклатуру. Кроме того, эти заводы в постсоветское время освоили производство множества видов различной новой продукции: как для станкостроения, так и для других отраслей машиностроения, что в значительной степени способствовало их выживанию в трудные кризисные годы девяностых.
Действительно, сегодня в Беларуси есть хорошая школа, кадры и производственная база в станкостроительной отрасли. Эти обстоятельства, а также имеющейся в республике уровень производства токарных патронов, позволяют практически полностью, без особых проблем в импортозамещении, с учетом сложившихся тесных многолетних связей, закрыть все потребности российских заводов в этом важном виде продукции, который входит в перечень определяющих комплектующих изделий для металлообрабатывающих станков.
Вместе с тем, не стоит останавливаться на достигнутом - белорусским, да и российским, заводам нужно активнее работать в расширении номенклатуры и в повышении качества токарных патронов для достижения уровня ведущих мировых производителей. Этому, несомненно, должны и будут способствовать решения и условия в рамках готовящейся отдельной «Союзной программы по станкостроению», а также в рамках национального проекта «Станкостроение», утверждение которого планируется в ближайшее время.
Использованы материалы:
Техническая информация официальных сайтов производителей токарных патронов.
Статьи о проблемах отечественного станкостроения и путях их решения читайте на нашем сайте: станки-экспо.ру в подразделе «Обзоры» раздела «Новости». Пишите комментарии, будем рады получить от Вас обратную связь!
В результате рассмотрения перечня токарных патронов, следует отметить, что в настоящее время на заводах Республики Беларусь выпускается достаточно широкий ассортимент этих изделий.
Без проблем импортозамещения.
В целом, если проанализировать состояние дел по вопросу производства токарных патронов в России и в других странах СНГ, можно сделать вывод, что только на Гродненском заводе токарных патронов и на Барановичском заводе станкопринадлежностей не только сохранили изготовление токарных патронов, но и значительно расширили их номенклатуру. Кроме того, эти заводы в постсоветское время освоили производство множества видов различной новой продукции: как для станкостроения, так и для других отраслей машиностроения, что в значительной степени способствовало их выживанию в трудные кризисные годы девяностых.
Действительно, сегодня в Беларуси есть хорошая школа, кадры и производственная база в станкостроительной отрасли. Эти обстоятельства, а также имеющейся в республике уровень производства токарных патронов, позволяют практически полностью, без особых проблем в импортозамещении, с учетом сложившихся тесных многолетних связей, закрыть все потребности российских заводов в этом важном виде продукции, который входит в перечень определяющих комплектующих изделий для металлообрабатывающих станков.
Вместе с тем, не стоит останавливаться на достигнутом - белорусским, да и российским, заводам нужно активнее работать в расширении номенклатуры и в повышении качества токарных патронов для достижения уровня ведущих мировых производителей. Этому, несомненно, должны и будут способствовать решения и условия в рамках готовящейся отдельной «Союзной программы по станкостроению», а также в рамках национального проекта «Станкостроение», утверждение которого планируется в ближайшее время.
Попков В.П.
Апрель 2023 г.
Использованы материалы:
Техническая информация официальных сайтов производителей токарных патронов.
Статьи о проблемах отечественного станкостроения и путях их решения читайте на нашем сайте: станки-экспо.ру в подразделе «Обзоры» раздела «Новости». Пишите комментарии, будем рады получить от Вас обратную связь!