
Возвращение прежних традиций восстановления промышленной электроники, основанных на современном подходе – это не просто современный тренд, а проверенная советским прошлым страны технология, которая исправно работала многие годы у нас в стране и продолжает работать во всем мире.
Доброго времени суток, уважаемые коллеги!
С Вами я, Писарев Владимир Иванович, с новой статьей на тему «Централизованный ремонт электронных блоков УЧПУ, преобразователей приводов, датчиков» из цикла «Инновационный подход к ремонтам узлов станков с ЧПУ».
Дорогостоящие системы ЧПУ, электронные блоки, преобразователи приводов и всевозможные датчики в процессе эксплуатации ломаются. Конечно, ремонтировать их рациональнее, нежели заменять на новые, что подтверждает постоянно меняющаяся экономическая ситуация на мировом рынке. Неблагоприятные экономические условия и постоянные санкции привели предприятия к необходимости бережливого отношения к расходам на запасные части, тщательного планирования бюджета на ТОиР оборудования с ЧПУ. Поэтому ремонт электроники станков с ЧПУ был, есть и будет актуальной и необходимой задачей служб ТОиР оборудования с ЧПУ.
Теперь я остановлюсь на компонентном ремонте.
В силу объективных факторов, в современной России внутренние сервисные службы крупных предприятий машиностроения, работающие в связке с производителями промышленного оборудования, нацелены на «узловой ремонт» и замену неисправных блоков. Но начиная с восьмидесятых годов прошлого столетия при ремонте электронных блоков, особенно импортного производства, стал активно развиваться компонентный ремонт, который стал высокотехнологичной альтернативой узловому ремонту. При таком ремонте специалист заменяет отдельные неисправные детали на плате. Такой вид ремонта требует высокой квалификации инженера, выполняющего ремонт, наличия специального дорогостоящего оборудования, опыта в решении подобных задач и широкой базы поставщиков комплектующих.
Восстановление оборудования на компонентном уровне выгодно для всех:
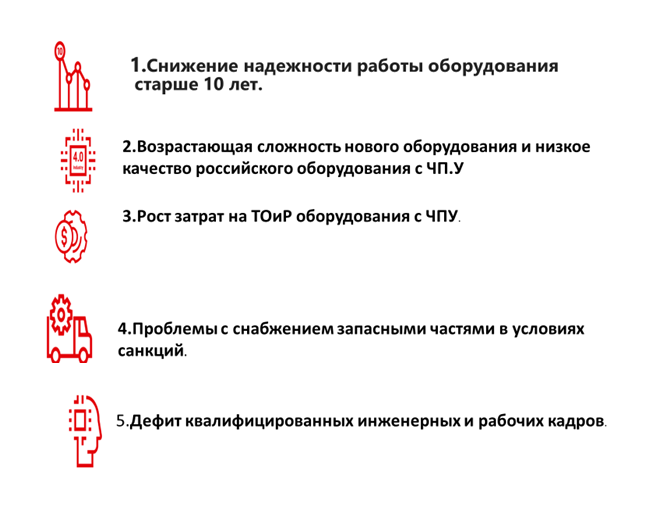
Перед службами ТОиР оборудования предприятий машиностроения стоят одинаковые нижеперечисленные ключевые проблемы, которые мешают внедрению «Компонентного ремонта» УЧПУ и блоков промышленной электроники и если их не решать системно, то это влечет снижение эффективности и производительности работы оборудования с ЧПУ и увеличения затрат на ТОиР оборудования.
Доброго времени суток, уважаемые коллеги!
С Вами я, Писарев Владимир Иванович, с новой статьей на тему «Централизованный ремонт электронных блоков УЧПУ, преобразователей приводов, датчиков» из цикла «Инновационный подход к ремонтам узлов станков с ЧПУ».
Дорогостоящие системы ЧПУ, электронные блоки, преобразователи приводов и всевозможные датчики в процессе эксплуатации ломаются. Конечно, ремонтировать их рациональнее, нежели заменять на новые, что подтверждает постоянно меняющаяся экономическая ситуация на мировом рынке. Неблагоприятные экономические условия и постоянные санкции привели предприятия к необходимости бережливого отношения к расходам на запасные части, тщательного планирования бюджета на ТОиР оборудования с ЧПУ. Поэтому ремонт электроники станков с ЧПУ был, есть и будет актуальной и необходимой задачей служб ТОиР оборудования с ЧПУ.
Теперь я остановлюсь на компонентном ремонте.
В силу объективных факторов, в современной России внутренние сервисные службы крупных предприятий машиностроения, работающие в связке с производителями промышленного оборудования, нацелены на «узловой ремонт» и замену неисправных блоков. Но начиная с восьмидесятых годов прошлого столетия при ремонте электронных блоков, особенно импортного производства, стал активно развиваться компонентный ремонт, который стал высокотехнологичной альтернативой узловому ремонту. При таком ремонте специалист заменяет отдельные неисправные детали на плате. Такой вид ремонта требует высокой квалификации инженера, выполняющего ремонт, наличия специального дорогостоящего оборудования, опыта в решении подобных задач и широкой базы поставщиков комплектующих.
Восстановление оборудования на компонентном уровне выгодно для всех:
- занимает в 2 раза меньше времени, чем поставка новых комплектующих из-за рубежа. Время простоя производственной линии сокращается;
- экономит до 80% средств, направляемых на покупку нового оборудования;
- приносит пользу экологии: уменьшает объем мусора и сохраняет ресурсы, которые были бы потрачены на производство нового оборудования.
Как ускорить процессы внедрения компонентного ремонта электроники в системы ТОиР в России
Перед службами ТОиР оборудования предприятий машиностроения стоят одинаковые нижеперечисленные ключевые проблемы, которые мешают внедрению «Компонентного ремонта» УЧПУ и блоков промышленной электроники и если их не решать системно, то это влечет снижение эффективности и производительности работы оборудования с ЧПУ и увеличения затрат на ТОиР оборудования.
Организация централизованного участка по ремонту электронных блоков УЧПУ, преобразователей приводов и датчиков начинается с разработки технологической планировки, пример которой показан на нижерасположенном рисунке.
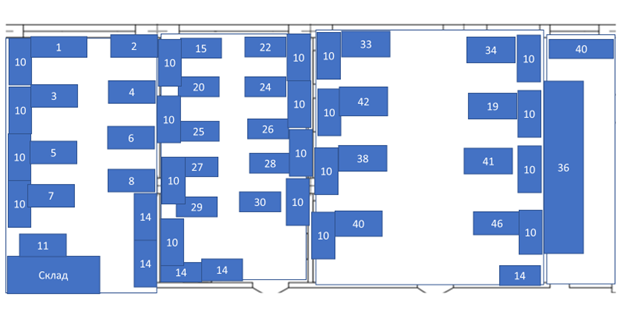
На планировке показаны следующие ремонтные участки:
1. Участок диагностики электронных блоков, площадью 27 кв. м.
2. Участок диагностики и ремонта УЧПУ класса NC, площадью 90 кв. м.
3. Участок диагностики и ремонта УЧПУ класса СNC, площадью 60 кв. м.
4. Участок диагностики и ремонта преобразователей приводов и датчиков площадью 57 кв. м.
Спецификация оборудования участка
1. Стенд для ремонта преобразователей приводов моделей: КЕМТОК, КЕМТОР, СП-3.
2. Автоматизированное рабочее место ремонтника приводов, подключенное к сети Технического центра.
3. Автоматизированное рабочее место для ремонта преобразователей моделей TUD-6, Indromat.
4. Технологический стенд преобразователь модели ЭТ-3 с УЧПУ Н33-2М.
5. Автоматизированное рабочее место для ремонта измерительных линеек и датчиков.
6. Автоматизированное рабочее место ремонта всех преобразователей электроприводов, работающих с системами ЧПУ класса NC производства ООО «Балт Систем» на базе стенда контроля и диагностики, изготовленного по нашему заказу.
1. Участок диагностики электронных блоков, площадью 27 кв. м.
2. Участок диагностики и ремонта УЧПУ класса NC, площадью 90 кв. м.
3. Участок диагностики и ремонта УЧПУ класса СNC, площадью 60 кв. м.
4. Участок диагностики и ремонта преобразователей приводов и датчиков площадью 57 кв. м.
Спецификация оборудования участка
1. Стенд для ремонта преобразователей приводов моделей: КЕМТОК, КЕМТОР, СП-3.
2. Автоматизированное рабочее место ремонтника приводов, подключенное к сети Технического центра.
3. Автоматизированное рабочее место для ремонта преобразователей моделей TUD-6, Indromat.
4. Технологический стенд преобразователь модели ЭТ-3 с УЧПУ Н33-2М.
5. Автоматизированное рабочее место для ремонта измерительных линеек и датчиков.
6. Автоматизированное рабочее место ремонта всех преобразователей электроприводов, работающих с системами ЧПУ класса NC производства ООО «Балт Систем» на базе стенда контроля и диагностики, изготовленного по нашему заказу.

Стенд предназначен:
-для ремонта и исследования новых функций и возможностей электроприводов производства фирмы «Parvex», электроприводов производства фирмы KEB серии F5,
-для настройки электроприводов под различные задачи и проверки работы электроприводов
совместно с электроавтоматикой и УЧПУ серии NC-210, производства фирмы «Балт-Систем»,
-для проведения обучения и повышения квалификации специалистов, связанных с сервисным обслуживанием электроприводов.
Функциональные возможности стенда:
Типы электродвигателей, подключаемых к преобразователю:
7.Рабочее место ремонта преобразователей приводов модели ЭТ-6 с УЧПУ модели Гамма 122.
8.Автоматизированное рабочее место ремонтника по ремонту преобразователей производства фирмы Siemens.
На нижерасположенном рисунке показан внешний вид диагностического стенда электроприводов постоянного и переменного тока производства фирмы «Siemens».
-для ремонта и исследования новых функций и возможностей электроприводов производства фирмы «Parvex», электроприводов производства фирмы KEB серии F5,
-для настройки электроприводов под различные задачи и проверки работы электроприводов
совместно с электроавтоматикой и УЧПУ серии NC-210, производства фирмы «Балт-Систем»,
-для проведения обучения и повышения квалификации специалистов, связанных с сервисным обслуживанием электроприводов.
Функциональные возможности стенда:
- Частичная проверка электрической схемы.
- Взаимодействие УЧПУ и электроприводов.
- Аналоговое и цифро-импульсное управление электроприводов от УЧПУ.
- Формирование дискретных сигналов от УЧПУ к входам электроприводов.
- Формирование дискретных и аналоговых сигналов от электроприводов к УЧПУ и дальнейшая их обработка.
- Эмуляция сигналов с датчиков электродвигателей в электроприводе и передача их в УЧПУ.
- Исследование и отладка функций электроприводов.
- Настройка электроприводов при их совместном управлении от УЧПУ.
- Взаимодействие преобразователя и электродвигателя.
- Управление двигателя по требуемым законам и характеристикам.
- Снятие различных характеристик и параметров.
- Осциллографирование данных.
- Проверка работы тормозов электродвигателей.
- Проверка взаимодействия электропривода и электроавтоматики.
- Формирование тестовых сигналов на электроприводы.
- Проверка включения/выключения питания на электроприводы.
- Проверка индикации сигналов с электропривода.
Типы электродвигателей, подключаемых к преобразователю:
- Двигатели серии NX («Parvex»).
- Синхронные двигатели серии NYS («Балт-Систем»).
- Синхронные двигатели серии BSM («Балт-Систем»).
- Синхронные двигатели серии TA («KEB»).
- Асинхронные двигатели серии MA («Parvex»).
7.Рабочее место ремонта преобразователей приводов модели ЭТ-6 с УЧПУ модели Гамма 122.
8.Автоматизированное рабочее место ремонтника по ремонту преобразователей производства фирмы Siemens.
На нижерасположенном рисунке показан внешний вид диагностического стенда электроприводов постоянного и переменного тока производства фирмы «Siemens».

Для управления преобразователями, сбора с них данных, организации их работы по сети Profinet в диагностическом стенде используется программируемый логический контроллер (ПЛК) Simatic S7-1500 в составе автоматизированного рабочего места ремонтника (АРМ), что дополнительно расширяет функциональные возможности стенда.
9.Паяльные станции.
9.Паяльные станции.

10.Шкаф для документации и отремонтированных преобразователей.
11. Автоматизированное место ремонта преобразователей электроприводов на базе тестово-диагностического комплекса модели «ТДК-3» предназначено для ремонта:
- электроприводов «Размер 2М» всех моделей, ЭПБ2, «КЕМРОН», «КЕМТОК», «КЕМТОР», «КЕМРОС», «КЕМЕК», «APENA», «MEZOMATIС», ЭТУ2-2, ЭПУ1-2, ЭПУ2-2, BOSCH TR40/170;
- фото-импульсных датчиков моделей ВЕ178, ЛИР, ROD;
-программируемых контроллеров;
-измерительных линеек.
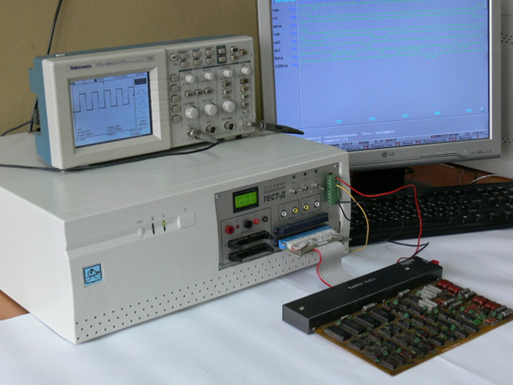
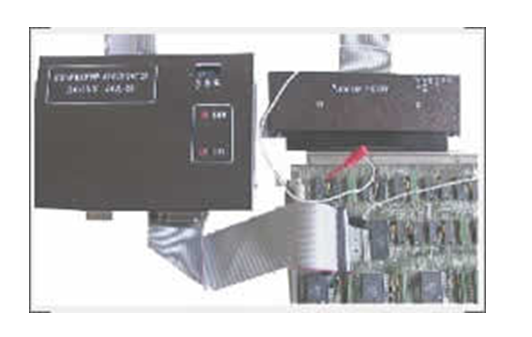
На нижерасположенном рисунке изображена автоматизированная система диагностики преобразователей электроприводов типа «ТЕСТ-Д».
11. Автоматизированное место ремонта преобразователей электроприводов на базе тестово-диагностического комплекса модели «ТДК-3» предназначено для ремонта:
- электроприводов «Размер 2М» всех моделей, ЭПБ2, «КЕМРОН», «КЕМТОК», «КЕМТОР», «КЕМРОС», «КЕМЕК», «APENA», «MEZOMATIС», ЭТУ2-2, ЭПУ1-2, ЭПУ2-2, BOSCH TR40/170;
- фото-импульсных датчиков моделей ВЕ178, ЛИР, ROD;
-программируемых контроллеров;
-измерительных линеек.
На нижерасположенном рисунке изображена автоматизированная система диагностики преобразователей электроприводов типа «ТЕСТ-Д».

В состав диагностического комплекса модели «ТДК-3» входят:
-Универсальный блок преобразователей сигналов (УБПС), который позволяет тестировать широкую гамму электроприводов постоянного и переменного тока. Данное устройство представляет собой кросс-плату с набором сменных модулей, выполняющих функции сопряжения с платами электроприводов. В процессе необходимости состав модулей постоянно расширяется.
-Универсальный блок преобразователей сигналов (УБПС), который позволяет тестировать широкую гамму электроприводов постоянного и переменного тока. Данное устройство представляет собой кросс-плату с набором сменных модулей, выполняющих функции сопряжения с платами электроприводов. В процессе необходимости состав модулей постоянно расширяется.

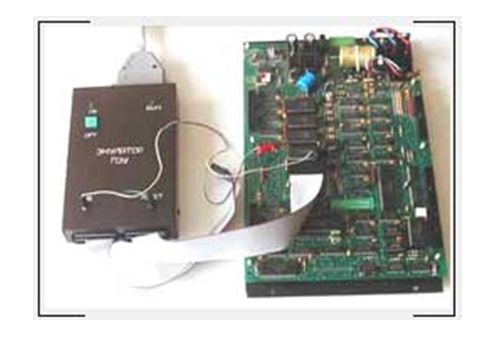
На нижерасположенных рисунках показаны платы-адаптеры для некоторых моделей электроприводов и круговых оптических датчиков.


13. Стол.
14. Верстак.
15. Технологическая стойка для ремонта УЧПУ.
16. Паяльная станция.
17. Программаторы.
14. Верстак.
15. Технологическая стойка для ремонта УЧПУ.
16. Паяльная станция.
17. Программаторы.

Программаторы SIMATIC PG предназначены для программирования, конфигурирования, диагностирования, наладки и эксплуатации систем автоматизации, построенных на базе компонентов SIMATIC. Для выполнения перечисленного комплекса работ программаторы комплектуются необходимым набором программного обеспечения и оснащаются всеми необходимыми интерфейсами. В то же время программаторы представляют собой мощные современные компьютеры с операционной системой Windows, что позволяет использовать их в качестве платформы для различных стандартных приложений Windows. Непрерывное совершенствование компьютерной основы программаторов выполняется с учетом требований преемственности, что позволяет использовать новые модели программаторов для обслуживания как современных, так и выпускавшихся ранее систем автоматизации SIMATIC. Программатор SIMATIC Field PG в формате ноутбука полностью отвечают требованиям современных промышленных стандартов. Он оснащен прочным металлическим корпусом, выдерживает сильные вибрационные и ударные нагрузки, способен работать в условиях воздействия сильных электромагнитных полей, оснащен интерфейсами.
18. Шкаф
19. Устройство тестового контроля электронных плат УЧПУ класса NC модели УТК-2.
20. Технологическое УЧПУ типа Н33-2.
21. Осциллографы.
18. Шкаф
19. Устройство тестового контроля электронных плат УЧПУ класса NC модели УТК-2.
20. Технологическое УЧПУ типа Н33-2.
21. Осциллографы.
Тепловизоры

22. Стенд для прорисовки в составе графопостроителя модели АП 7251 и УЧПУ типа Н22-1 и Н33-2.

23. Паяльная станция.
24,.УЧПУ «Электроника В».
25. Автоматизированное рабочее место для ремонта УЧПУ типа «НЦ-31».
26. Автоматизированное рабочее место для ремонта УЧПУ типа CNC-T, CNC-Ф.
27. Технологические УЧПУ типа 600, CNC645.
24,.УЧПУ «Электроника В».
25. Автоматизированное рабочее место для ремонта УЧПУ типа «НЦ-31».
26. Автоматизированное рабочее место для ремонта УЧПУ типа CNC-T, CNC-Ф.
27. Технологические УЧПУ типа 600, CNC645.

28. Автоматизированное место ремонта электронных плат УЧПУ на базе тестового диагностического комплекса мод ели «ТДК-3» предназначено для ремонта электронных УЧПУ типа:
- 2С42, 2У22, 2Р22, 2Р32, НЦ31, МС2109, МС2101, НЦ80, СNC600, CNC645, FMS3000, МС1201, CNC-T, CNC-Ф, CNC-У.
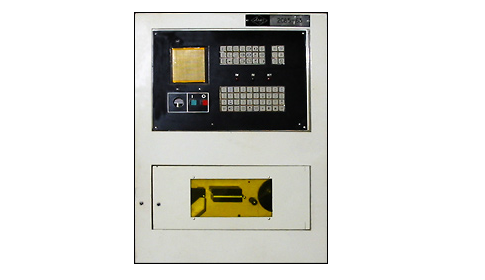
На нижерасположенном рисунке изображена автоматизированная система диагностики типа «ТЕСТ-Д» с дополнительным оборудованием.
- 2С42, 2У22, 2Р22, 2Р32, НЦ31, МС2109, МС2101, НЦ80, СNC600, CNC645, FMS3000, МС1201, CNC-T, CNC-Ф, CNC-У.
На нижерасположенном рисунке изображена автоматизированная система диагностики типа «ТЕСТ-Д» с дополнительным оборудованием.
Состав автоматизированной системы диагностики модели «ТЕСТ-Д»:
• Блок диагностики.
• Плата связи с ПЭВМ.
• Универсальные и специальные адаптеры.
• Аппаратно-программные комплекты для ремонта электронных плат.
• Программное обеспечение.
Кроме того, автоматизированная система диагностики модели «ТЕСТ-Д» может оснащаться нижеперечисленным дополнительным оборудованием:
• Анализатором вольтамперных характеристик типа VI-ZOND;
• Блок диагностики.
• Плата связи с ПЭВМ.
• Универсальные и специальные адаптеры.
• Аппаратно-программные комплекты для ремонта электронных плат.
• Программное обеспечение.
Кроме того, автоматизированная система диагностики модели «ТЕСТ-Д» может оснащаться нижеперечисленным дополнительным оборудованием:
• Анализатором вольтамперных характеристик типа VI-ZOND;

• Логическим анализатором данных (ЛАД03);
• Функциональным внутрисхемный тестером микросхем (ВЦТМ-32);

Многофункциональный внутрисхемный цифровой Тестер «ВЦТМ-032» состоит из:
- входные и выходные цепи цифровых и аналоговых микросхем без подачи питания;
- исправность дискретных аналоговых элементов, не выпаивая их из платы. (В тех случаях, когда отсутствуют принципиальные схемы устройства, берутся две одинаковые платы - одна исправная, вторая неисправная - и методом сравнения ВАХ ищется неисправность. При этом не требуется очень высокий уровень квалификации работника.);
Внутрисхемный цифровой тестер микросхем модели «ВЦТМ-32» проводит функциональный контроль и тестирование микросхем, не выпаивая их из плат. За время работы накопилась большая библиотека наиболее применяемых компонентов.
А самое главное, эту библиотеку можно расширить самостоятельно, с помощью написания тестов на новые микросхемы, используя встроенный редактор.
Таким образом, наша практика показывает, что ремонтная служба современного предприятия для успешного решения всего спектра возникающих перед ней задач должна быть оснащена самыми современными диагностическими устройствами и приборами, тем более, что появилось много отечественных разработок, ориентированных на ремонт станочного оборудования.
• Эмуляторов ПЗУ.
- аналогового тестера «VI-зонд».
- входные и выходные цепи цифровых и аналоговых микросхем без подачи питания;
- исправность дискретных аналоговых элементов, не выпаивая их из платы. (В тех случаях, когда отсутствуют принципиальные схемы устройства, берутся две одинаковые платы - одна исправная, вторая неисправная - и методом сравнения ВАХ ищется неисправность. При этом не требуется очень высокий уровень квалификации работника.);
Внутрисхемный цифровой тестер микросхем модели «ВЦТМ-32» проводит функциональный контроль и тестирование микросхем, не выпаивая их из плат. За время работы накопилась большая библиотека наиболее применяемых компонентов.
А самое главное, эту библиотеку можно расширить самостоятельно, с помощью написания тестов на новые микросхемы, используя встроенный редактор.
Таким образом, наша практика показывает, что ремонтная служба современного предприятия для успешного решения всего спектра возникающих перед ней задач должна быть оснащена самыми современными диагностическими устройствами и приборами, тем более, что появилось много отечественных разработок, ориентированных на ремонт станочного оборудования.
• Эмуляторов ПЗУ.
• Программаторов EPROM и PROM.

Программаторы представляют собой адаптер с колодками для установки микросхем программируемых постоянных запоминающих устройств (ППЗУ) и поставляются для:
-микросхем EPROM (электрически стираемая программируемая память) К573РФ1, РФ2, РФ4, РФ5, РФ6, РФ8, 2716, 2532, 2732, 2764, 27128, 27256, 27512 и их аналогов;
- микросхем PROM (программируемая память) К155РЕ3, К556РТ4, К556РТ5 и их аналогов.
В результате применения автоматизированной системы диагностики «ТЕСТ-Д» у нас появилась возможность находить неисправные элементы в электронных платах практически всех УЧПУ, электроприводов, оптических датчиков.
29. Технологическое УЧПУ 2Р-22.
-микросхем EPROM (электрически стираемая программируемая память) К573РФ1, РФ2, РФ4, РФ5, РФ6, РФ8, 2716, 2532, 2732, 2764, 27128, 27256, 27512 и их аналогов;
- микросхем PROM (программируемая память) К155РЕ3, К556РТ4, К556РТ5 и их аналогов.
В результате применения автоматизированной системы диагностики «ТЕСТ-Д» у нас появилась возможность находить неисправные элементы в электронных платах практически всех УЧПУ, электроприводов, оптических датчиков.
29. Технологическое УЧПУ 2Р-22.

30. Технологическая УЧПУ типа 2С85.
31. Шкаф.
32. Шкаф сейфовый.
33. Технологическая УЧПУ типа 2С42.
32. Шкаф сейфовый.
33. Технологическая УЧПУ типа 2С42.

34. Автоматизированное рабочее место по ремонту плат и электронных блоков УЧПУ производства фирмы «Bosch».

35. Стеллаж-вертушка.
36. Система диагностики микросхем модели MIT-4.
36. Система диагностики микросхем модели MIT-4.

Система контроля и диагностики микросхем модели MIT-4 предназначена для параметрического, динамического, функционального и поэлементного контроля цифровых и цифро-аналоговых микросхем на частотах до 200 МГц.
Система представляет собой автоматизированную многоканальную аппаратуру для функционального и параметрического контроля, которая осуществляется путем подачи сигналов напряжения и тока на выводы тестируемой микросхемы и измерения выходных сигналов напряжения и тока, или сравнении выходных сигналов с заданными (ожидаемыми) сигналами.
37. Стул.
38. Автоматизированное рабочее место монтажника.
39. Стеллаж.
40. Автоматизированное место программиста.
41. Технологическая УЧПУ типа «Уролог 5023».
42. Автоматизированное рабочее место по ремонту плат и электронных блоков УЧПУ производства фирмы «Siemens».
Система представляет собой автоматизированную многоканальную аппаратуру для функционального и параметрического контроля, которая осуществляется путем подачи сигналов напряжения и тока на выводы тестируемой микросхемы и измерения выходных сигналов напряжения и тока, или сравнении выходных сигналов с заданными (ожидаемыми) сигналами.
37. Стул.
38. Автоматизированное рабочее место монтажника.
39. Стеллаж.
40. Автоматизированное место программиста.
41. Технологическая УЧПУ типа «Уролог 5023».
42. Автоматизированное рабочее место по ремонту плат и электронных блоков УЧПУ производства фирмы «Siemens».

43. Компьютер.
44. Принтер.
45. Огнетушитель.
46. Аналоговый цифровой преобразователь модели «Robotron 166».
44. Принтер.
45. Огнетушитель.
46. Аналоговый цифровой преобразователь модели «Robotron 166».

47. Тумбочка.
48. Холодильник.
На этом я заканчиваю статью на тему «Централизованный ремонт электронных блоков УЧПУ, преобразователей электроприводов и датчиков» из цикла «Инновационные подходы к ремонту узлов станков с ЧПУ». В написанной статье я передаю свой уникальный опыт, накопленный за 40 лет работы в области ТОиР оборудования с ЧПУ на крупном машиностроительном предприятии, который практически сложно описать словами.
48. Холодильник.
На этом я заканчиваю статью на тему «Централизованный ремонт электронных блоков УЧПУ, преобразователей электроприводов и датчиков» из цикла «Инновационные подходы к ремонту узлов станков с ЧПУ». В написанной статье я передаю свой уникальный опыт, накопленный за 40 лет работы в области ТОиР оборудования с ЧПУ на крупном машиностроительном предприятии, который практически сложно описать словами.