При разработке облицовки станка необходимо руководствоваться следующими принципами:
1. Безопасность.
Очень важную роль играет безопасность станка. В принципе, облицовка станка и разрабатывается для обеспечения безопасности оператора во время работы станка. Облицовка должна защищать оператора от летящей стружки, СОЖ, от возможного вылета заготовки. Облицовка должна ограничивать доступ человека к подвижным узлам и узлам, имеющим повышенную опасность. Для выполнения данного пункта необходимо руководствоваться гостом по технике безопасности ГОСТ 12.2.009-99.
2. Эргономика.
Разрабатывая облицовку станка также необходимо учитывать удобство оператора и обслуживающего персонала при работе на станке. Необходимо руководствоваться гостом ГОСТ Р ИСО 1503-2014. Опираясь на этот ГОСТ учитывается удобство расположения пульта оператора и других органов управления, удобство загрузки и выгрузки заготовки, а также удобство обслуживания и уборки станка.
3.Эстетика.
При разработке облицовки необходимо учитывать эстетическую составляющую. Хоть данный пункт и не является особо важным, но его выполнение улучшает внешний вид станка, что сказывается на реализации станка, а также повышает эмоциональное состояние оператора при работе на нем.
Также при разработке облицовки необходимо учитывать технологические возможности предприятия изготовителя станка, или предприятия, на котором облицовка будет разрабатываться.
Как правило, при разработке облицовки станка делается эскизный проект с множеством вариантов внешнего вида станка. Далее на техническом совете выбирается один из вариантов или предлагается новый путем скрещивания нескольких. Итогом технического совета должно быть утверждение внешнего вида облицовки, и для конструктора этот вариант и будет техническим заданием по внешнему виду на разработку облицовки станка.
Для примера приводятся рисунки внешнего вида станка 1Н65. В конкретном случае рассматривались закругленная и круглая защита патрона. В итоге был утвержден первый вариант.
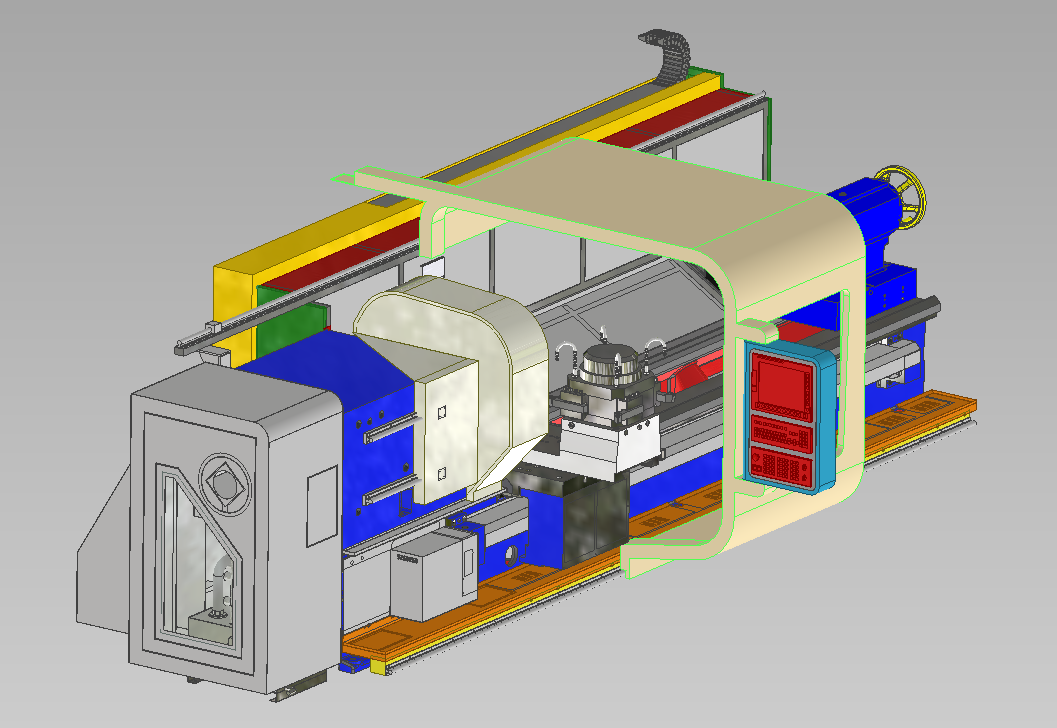
Рис. 1 – Вариант облицовки с закругленной защитой патрона
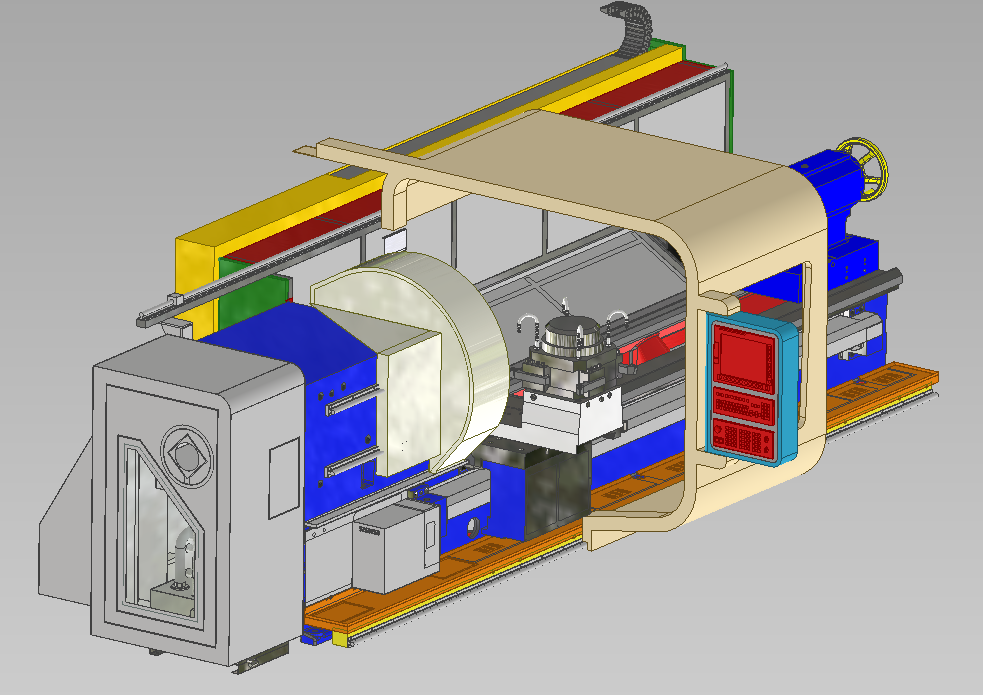
Рис. 2 – Вариант облицовки с круглой защитой патрона
Далее конструктор по утвержденному ТЗ детализирует 3D-модель, доводя ее до рабочей модели.
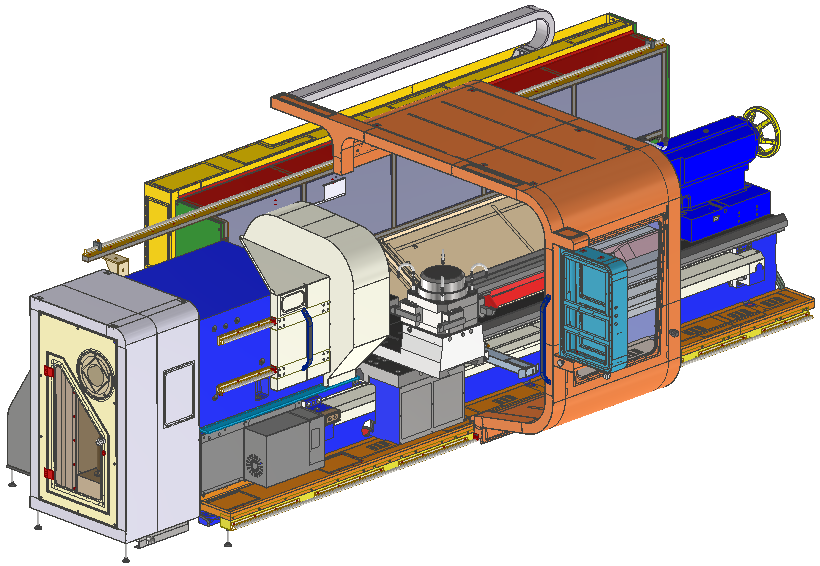
Рис. 3 – Рабочая 3-D модель облицовки станка 1Н65
Необходимо отметить немаловажную особенность, которая играет роль для повышения точности и технологичности облицовки: вся облицовка разрабатывается по принципу «шип-паз».
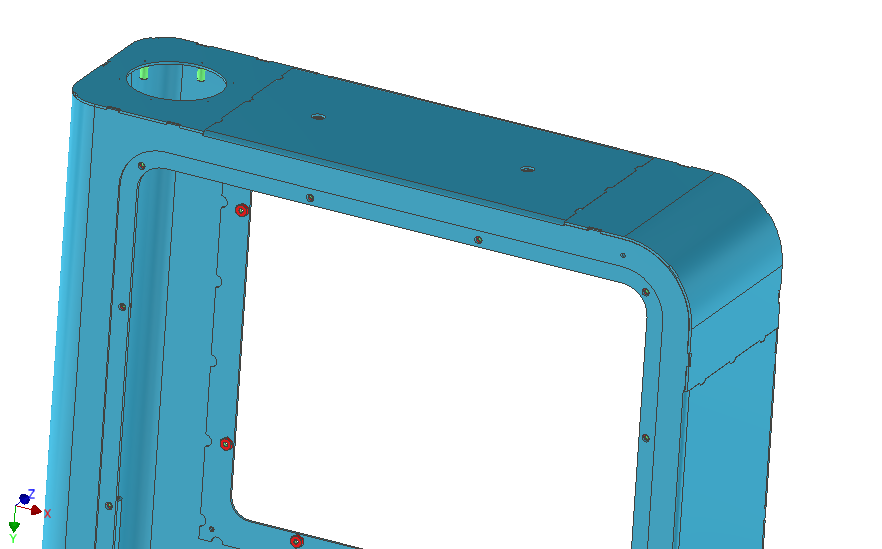
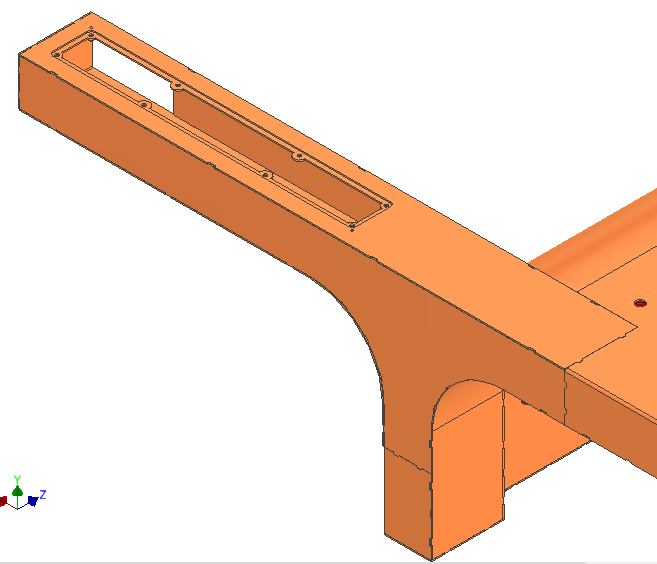
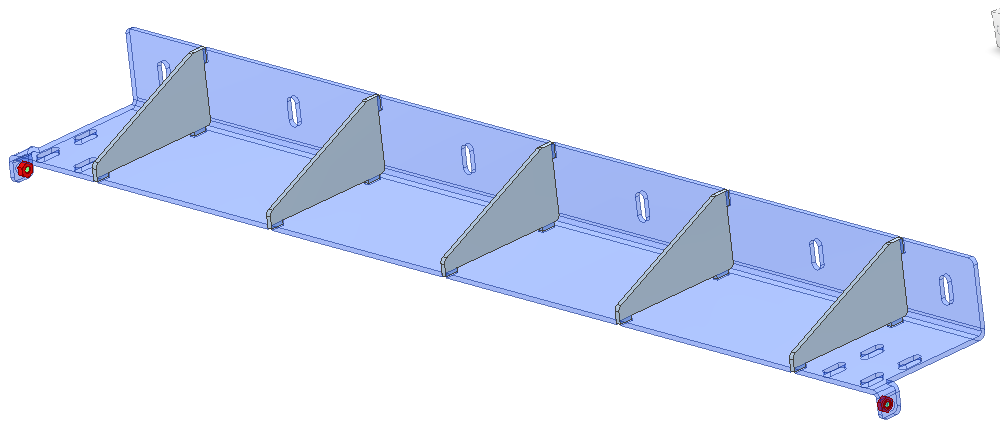
Рис. 4 – Сварные элементы, выполненные по принципу шип-паз
Данная система «шип-паз» заметно сокращает срок изготовления облицовки. Ведь сварные элементы собираются как конструктор ЛЕГО, и рабочий сварщик практически не пользуется измерительными приборами и приспособлениями. Также система «шип-паз» значительно повышает точность облицовки, тем самым ускорятся монтаж облицовки на станок, ведь ее подгон и доработка практически не требуются.
Также стоит отметить, что провариваются сварные элементы не сплошным швом, а прерывистым и точечным, с целью исключения поводки геометрии изделия.
Так как облицовка проварена не полностью, через стыки деталей возможна течь СОЖ или масла. Для исключения этого стыки пред покраской промазывают специальным герметиком, который впоследствии закрашивается.
Также в процессе разработке облицовки необходимо минимизировать резьбовые отверстия, а вместо них приваривать гайки, шпильки, бобышки и т.п., ведь тем самым исключаются трудоемкие слесарные операции.
Не маловажную роль играет качественная покраска. Для облицовки лучше всего подходит порошковое окрашивание в специальных покрасочных камерах с соблюдением всех технологических параметров. Детали, находящиеся в зоне резания, лучше выполнять из нержавейки, так как любое окрашивание после месяца –двух работы станка начинает слазить под действием стружки и СОЖ.
Статью подготовил:
Лебедев Д. А.
Конструктор АО "СТП-Саста"