
Доброго времени суток, уважаемые коллеги!
В данной статье я продолжу знакомить Вас с модульной системой защиты шпинделя от столкновений и мониторинга с глубокой диагностикой технического состояния узлов станков с ЧПУ.
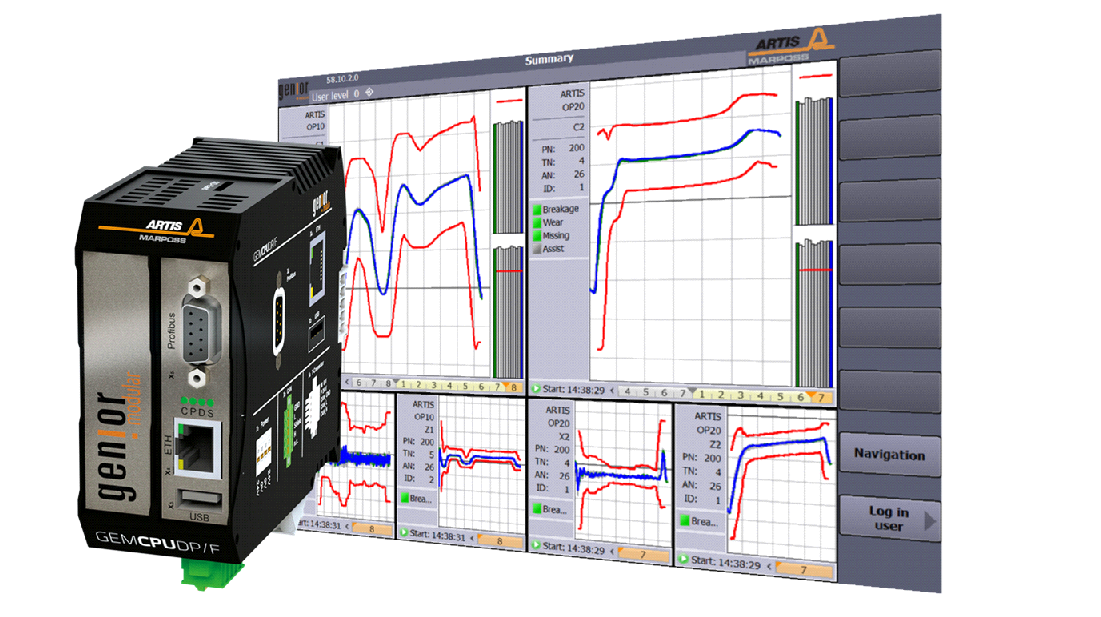
Модуль GENIOR MODULAR – это автономный интеллектуальный инструмент и система мониторинга технологических процессов, обеспечивающая автоматическое отображение текущего производственного процесса в режиме реального времени. Безопасные и надежные процессы резки металла необходимы для экономически эффективного производства. Общий вид модуля представлен на нижерасположенном рисунке с выходными диаграммами технологического процесса обработки заготовки.
В данной статье я продолжу знакомить Вас с модульной системой защиты шпинделя от столкновений и мониторинга с глубокой диагностикой технического состояния узлов станков с ЧПУ.
СИСТЕМА-МОДУЛЬ КОНТРОЛЯ ИНСТРУМЕНТОВ И ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ GENIOR MODULAR
Модуль GENIOR MODULAR – это автономный интеллектуальный инструмент и система мониторинга технологических процессов, обеспечивающая автоматическое отображение текущего производственного процесса в режиме реального времени. Безопасные и надежные процессы резки металла необходимы для экономически эффективного производства. Общий вид модуля представлен на нижерасположенном рисунке с выходными диаграммами технологического процесса обработки заготовки.
Многокритериальная стратегия модуля мониторинга GENIOR MODULAR автоматически адаптируется к процессам механической обработки. Это означает, что система записывает все соответствующие сигналы и устанавливает ограничения на основе специальных алгоритмов. Во время следующих циклов обработки модуль автоматически регулирует записанные ограничения. Специалисты могут изменять величину ограничений и вручную установить новые пределы. Модульная система может быть легко интегрирована в сетевые структуры предприятия и систему.
Модульная система мониторинга технологических процессов GENION MODULAR в своей работе использует все соответствующие сигналы о состоянии технологического процесса обработки заготовок и данные о техническом состоянии узлов станка. Система в режиме реального времени реагирует на нарушения технологического процесса обработки заготовки и изменения технического состояние узлов станка после того, как произошло событие. Система захватывает данные измерений в цифровом виде через интерфейс Fleldbus или через датчики, а затем оценивает их на основе выбранных критериев с визуализацией на мониторе. Полученные отчеты во всех формах о тенденциях и предупреждениях помогают ремонтному персоналу, службам производства и технологическим службам предприятий оптимизировать процессы и повысить эффективность производства.
В дополнение к описанным функциям данные (BIG DATA) собираются и преобразуются в информацию (SMART DATA), которая может храниться локально или на сетевых устройствах для дальнейших оценок, таких как анализ, кривые тренда, статистика и отчеты.
Опция адаптивного управления регулирует заданную скорость подачи цикла резания таким образом, чтобы действующее усилие инструмента было максимально стабильным. Результатом такой оптимизации скорости подачи может быть сокращение времени цикла.
GENIOR MODULAR также способен обнаруживать износ чистящего инструмента и, таким образом, автоматически регулировать скорость подачи.
Модульность системы является одной из характерных особенностей, необходимых для адаптации системы мониторинга к специализированным системам ЧПУ и станкам.
Визуализация процесса MultiView дает обзор всех параллельных процессов мониторинга. Кроме того, возможно масштабирование, обратная трассировка и фильтрация различных циклов. С помощью плагинов (приложений) можно активировать дополнительные настраиваемые функции, такие как csv-экспорт, кривые тренда или статистика.
Опция "FINGERPRINT" (контроль состояния) показывает изменения вибрации и крутящего момента. Сигнал тревоги будет подан, тогда, когда эти изменения еще незначительны и не достигают установленных пределов, чтобы вовремя обеспечить аварийную остановку станка , связанную с техническим состоянием оборудования.
Использование GEMVM позволяет сократить или избежать дорогостоящих последствий незапланированного технического обслуживания или полного отказа компонентов станка. В то же время быстрая аварийная реакция модуля помогает минимизировать затраты, вызванные сбоями. Вы также получаете надежную запись всех сигналов тревоги и событий в черный ящик. GEMVM инициирует стоп-сигнал в течение <1 мс и сводит ущерб к минимуму.
Подключенная интеллектуальная сенсорная система измеряет значения вибрации, силы тяжести и температуры и позволяет GEMVM надежно обнаруживать аномалии, такие как повреждение подшипников шпинделя или износ ведущих осей. Таким образом, GEMVM надежно предлагает все возможности для профилактического обслуживания на основе оценки записанных данных датчика.
Модульная система использует все соответствующие технологические сигналы и данные от станков. Она реагирует в режиме реального времени после того, как происходит событие. Система захватывает данные измерений в цифровом виде через интерфейс Fieldbus или через датчики, а затем оценивает их на основе нескольких критериев и прозрачно визуализирует процессы. Отчеты о тенденциях или предупреждениях помогают пользователям оптимизировать процессы и позволяют производить гораздо более эффективно.
В дополнение к описанным функциям данные (BIG DATA) собираются и преобразуются в информацию (SMART DATA), которая может храниться локально или на сетевых устройствах для дальнейших оценок, таких как анализ, кривые тренда, статистика и отчеты.
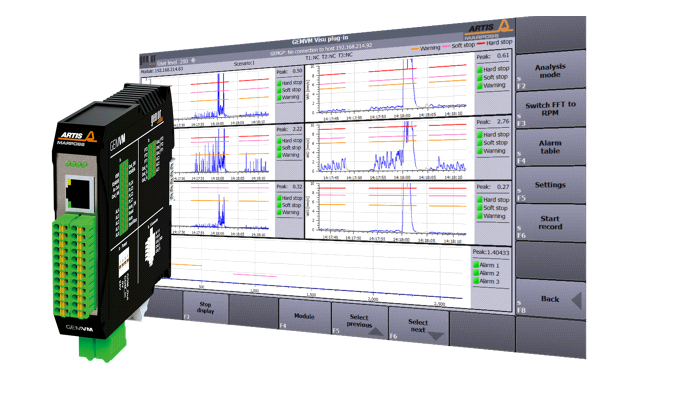
На нижерасположенном рисунке показан модуль GEMVM с возможными характеристиками состояния узлов станка.
Модульная система мониторинга технологических процессов GENION MODULAR в своей работе использует все соответствующие сигналы о состоянии технологического процесса обработки заготовок и данные о техническом состоянии узлов станка. Система в режиме реального времени реагирует на нарушения технологического процесса обработки заготовки и изменения технического состояние узлов станка после того, как произошло событие. Система захватывает данные измерений в цифровом виде через интерфейс Fleldbus или через датчики, а затем оценивает их на основе выбранных критериев с визуализацией на мониторе. Полученные отчеты во всех формах о тенденциях и предупреждениях помогают ремонтному персоналу, службам производства и технологическим службам предприятий оптимизировать процессы и повысить эффективность производства.
В дополнение к описанным функциям данные (BIG DATA) собираются и преобразуются в информацию (SMART DATA), которая может храниться локально или на сетевых устройствах для дальнейших оценок, таких как анализ, кривые тренда, статистика и отчеты.
Опция адаптивного управления регулирует заданную скорость подачи цикла резания таким образом, чтобы действующее усилие инструмента было максимально стабильным. Результатом такой оптимизации скорости подачи может быть сокращение времени цикла.
GENIOR MODULAR также способен обнаруживать износ чистящего инструмента и, таким образом, автоматически регулировать скорость подачи.
Модульность системы является одной из характерных особенностей, необходимых для адаптации системы мониторинга к специализированным системам ЧПУ и станкам.
Визуализация процесса MultiView дает обзор всех параллельных процессов мониторинга. Кроме того, возможно масштабирование, обратная трассировка и фильтрация различных циклов. С помощью плагинов (приложений) можно активировать дополнительные настраиваемые функции, такие как csv-экспорт, кривые тренда или статистика.
Опция "FINGERPRINT" (контроль состояния) показывает изменения вибрации и крутящего момента. Сигнал тревоги будет подан, тогда, когда эти изменения еще незначительны и не достигают установленных пределов, чтобы вовремя обеспечить аварийную остановку станка , связанную с техническим состоянием оборудования.
МОДУЛЬ МОНИТОРИНГА И АНАЛИЗА УЗЛОВ СТАНКОВ GEMVM
Использование GEMVM позволяет сократить или избежать дорогостоящих последствий незапланированного технического обслуживания или полного отказа компонентов станка. В то же время быстрая аварийная реакция модуля помогает минимизировать затраты, вызванные сбоями. Вы также получаете надежную запись всех сигналов тревоги и событий в черный ящик. GEMVM инициирует стоп-сигнал в течение <1 мс и сводит ущерб к минимуму.
Подключенная интеллектуальная сенсорная система измеряет значения вибрации, силы тяжести и температуры и позволяет GEMVM надежно обнаруживать аномалии, такие как повреждение подшипников шпинделя или износ ведущих осей. Таким образом, GEMVM надежно предлагает все возможности для профилактического обслуживания на основе оценки записанных данных датчика.
Модульная система использует все соответствующие технологические сигналы и данные от станков. Она реагирует в режиме реального времени после того, как происходит событие. Система захватывает данные измерений в цифровом виде через интерфейс Fieldbus или через датчики, а затем оценивает их на основе нескольких критериев и прозрачно визуализирует процессы. Отчеты о тенденциях или предупреждениях помогают пользователям оптимизировать процессы и позволяют производить гораздо более эффективно.
В дополнение к описанным функциям данные (BIG DATA) собираются и преобразуются в информацию (SMART DATA), которая может храниться локально или на сетевых устройствах для дальнейших оценок, таких как анализ, кривые тренда, статистика и отчеты.
На нижерасположенном рисунке показан модуль GEMVM с возможными характеристиками состояния узлов станка.
МОДУЛЬ КОНТРОЛЯ СДВИГА ОСИ ШПИНДЕЛЯ GEMDS
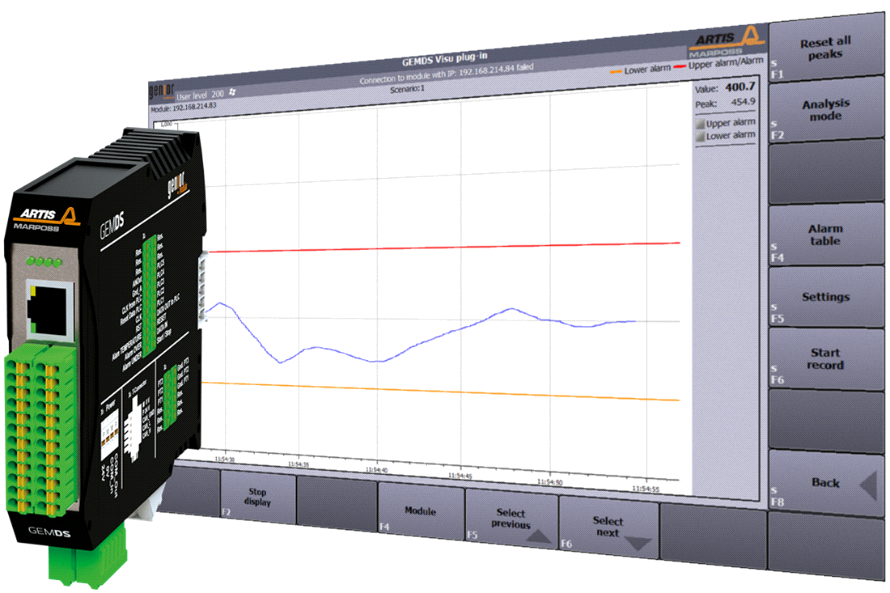
Модуль GEMDS - это интеллектуальная автономная система для надежного определения роста / смещения оси шпинделя. Система состоит из вихря токового датчика, усилителя и модуля мониторинга GEMDS. Он способен обнаруживать в режиме реального времени критические изменения в шпинделе (удлинение, радиальное и осевое биение, смещение). Кроме того, на станке могут быть установлены до трех датчиков температуры, которые могут быть подключены к модулю и контролироваться по специальным ограничениям. Это напрямую позволяет избежать ненужной последующей (повторной) обработки детали.
На нижерасположенном рисунке показан модуль GEMDS для определения смещения оси шпинделя.
МОДУЛЬ МОНИТОРИНГА ОБЩЕГО НАЗНАЧЕНИЯ GEMGP
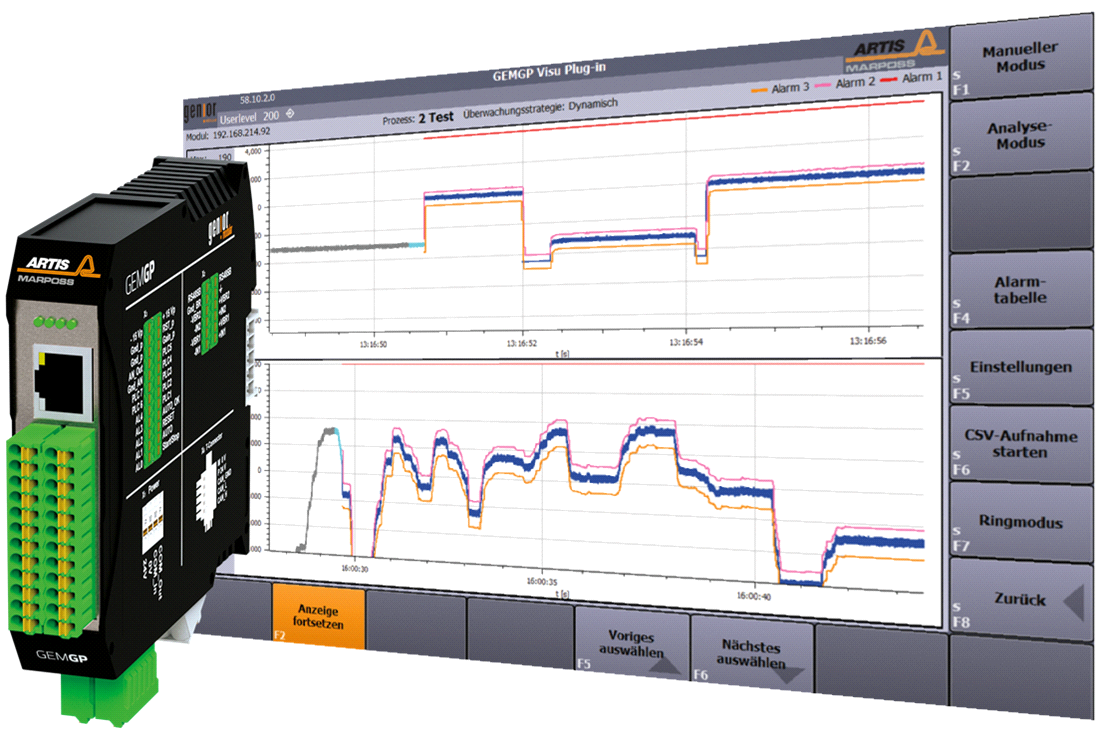
Модуль GEMGP служит для обнаружения технологических аномалий при обработке заготовок на станках с ЧПУ. Модуль GEMGP, измеряя силу резания и деформацию узлов станка в реальном времени, обнаруживает и сообщает о поломке инструмента, отсутствии инструмента, перегрузке, износе инструмента и расходе жидкости (давлении жидкости). При необходимости можно выбрать две разные стратегии мониторинга (статический, динамический).
На нижерасположенном рисунке показан модуль GEMGP для обнаружения технологических аномалий при обработке заготовок на станках с ЧПУ.
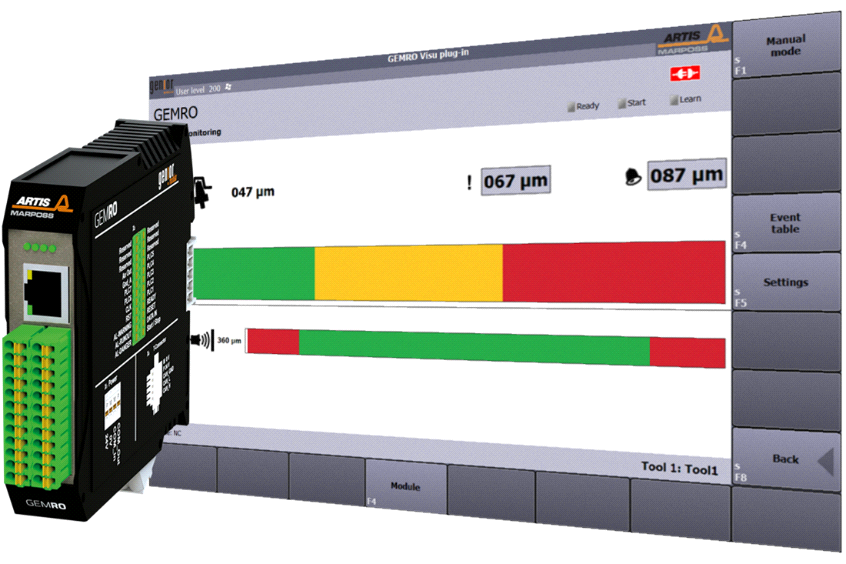
МОДУЛЬ КОНТРОЛЯ БИЕНИЯ ИНСТРУМЕНТАЛЬНОЙ ОПРАВКИ GEMRO
GEMRO - это интеллектуальный автономный модуль для надежного определения биения инструмента, связанного с износом внутреннего конуса шпинделя, наружного конуса инструментальной оправки и державки инструмента. Для контроля биения инструмента используются два разных сигнала отклонения (предупреждение и биение). Расстояние датчика показывает значение положения датчика. При этом очень важное значение имеет местонахождение датчика. Если датчик находится за пределами диапазона измерения, то мониторинг державки инструмента недоступен, и на модуле GEMRO отобразится сигнализация положения. Также система способна в реальном режиме времени обнаруживать наличие стружки между конусом инструментальной оправки и внутренним конусом шпинделя.
На нижерасположенном рисунке показан модуль GEMRO для обнаружения биения инструмента.
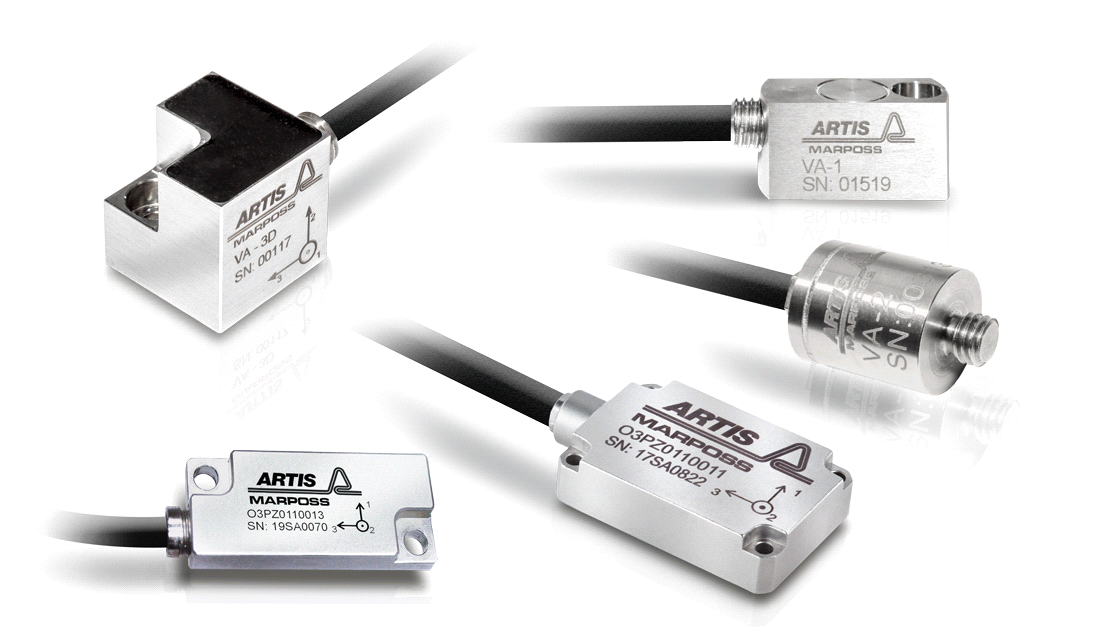
ДАТЧИКИ
На нижерасположенном рисунке показаны виды датчиков, применяемых системой ARTIS.

ДАТЧИКИ УСКОРЕНИЙ ДЛЯ МОНИТОРИНГА И ДИАГНОСТИКИ УЗЛОВ СТАНКОВ И ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Датчики ускорения Artis используются для мониторинга динамических столкновений и аварий в сочетании с системами мониторинга Artis. При желании их можно использовать для контроля компонентов станка и процессов обработки.
В областях применения защиты станка, контроля станка и контроля инструмента и процесса, датчики используются, в зависимости от требований, для обнаружения аномалий в станке, инструменте и детали на ранней стадии, что позволяет проводить специальные профилактические вмешательства.
На нижерасположенном рисунке показаны датчики ускорения.
ДАТЧИКИ ДЛЯ ИЗМЕРЕНИЯ СИЛЫ / ДАТЧИКИ СИЛЫ
Датчики силы являются лучшим решением для мониторинга сложных процессов, особенно если они установлены близко к месту действия инструмента. Они используются для точного и с высокой повторяемостью измерения контакта инструмента с деталью, процессов жесткого точения, но также подходят для проверки усилий в узлах станков, в которых это усилие имеет значение.
На нижерасположенном рисунке показаны датчики измерения силы.

ДАТЧИКИ РАСХОДА ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Датчики расхода охлаждающей жидкости измеряют объем как протока, так и оттока охлаждающей жидкости, проходящей через потоки инструмента. В процессе установки обеспечивается гибкость в отношении расположения датчика в системе труб станка. Существуют различные модели датчиков Artis FLS, работающие на основании определения расхода и давления. Выходной сигнал чувствительных датчиков подключается к системам контроля Artis (CTM/GENIOR MODULAR), которые, в свою очередь, контролируют активный проток и останавливают работу, если обнаружен низкий расход.
На нижерасположенном рисунке показаны датчики расхода охлаждающей жидкости.

ДАТЧИКИ АКУСТИЧЕСКОЙ ЭМИССИИ ARTIS AE
Датчики Artis AE (датчики акустической эмиссии) измеряют высокочастотные сигналы энергии, генерируемые при удалении материала с поверхности заготовки и элементов станка, участвующих в процессе обработки заготовки. Измеряемые таким образом электрические сигналы состоят из характерных частот и амплитуд звука, которые являются специфическими для процессов резания и поэтому используются для мониторинга и контроля процесса обработки. Сигналы, поступающие с датчиков, оцениваются и визуализируются подключенными системами мониторинга. Поскольку обнаруживаются даже самые маленькие отклонения сигнала, они лучше всего подходят для приложений, которые генерируют очень малые силы резания, когда уровень очень низкий. Поэтому датчики в основном используются для обнаружения поломок и износа небольших инструментов, а также для процессов контакта с материалом, обработки и шлифования.
На нижерасположенном рисунке показаны датчики акустической эмиссии.

ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ МОДУЛЕЙ ARTIS
В 2010 году Технический центр произвел экспериментальное внедрение системы защиты шпинделей станков с ЧПУ от столкновений и мониторинга с глубокой диагностикой технического состояния узлов станков. В проекте по защите шпинделей были задействованы 12 токарных и токарно-фрезерных станков с числовым программным управлением (ЧПУ), расположенных в 4 цехах основного производства.
В проекте по мониторингу с глубокой диагностикой технического состояния формообразующих узлов станков с ЧПУ было задействовано более 100 единиц многооперационных станков с ЧПУ, расположенных в цехах основного производства. Данная система удаленного мониторинга с глубокой диагностикой технического состояния узлов станков была спроектирована на базе контроллеров производства фирмы IFM, системы Montroniх и модулей Artis .
У себя в техническом центре мы применяли модули ARTIS в двойном назначении.
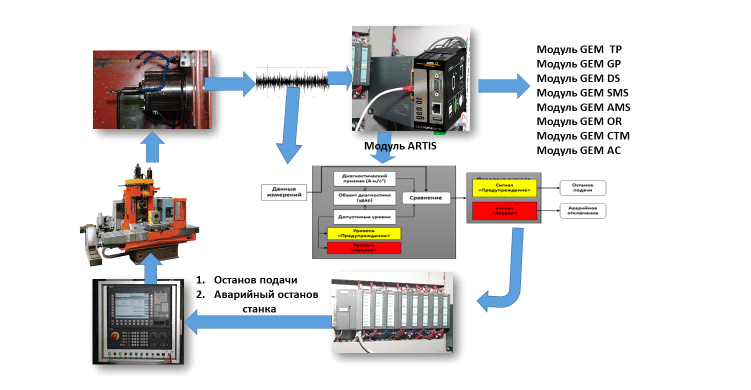
Первое назначение - это защита шпинделя станка от столкновения и адаптивное управление процессом резания. В этом случаи модули устанавливались непосредственно в электрическом шкафу станка, как показано на нижерасположенном рисунке.

В данном случае датчики вибрации устанавливаются на корпусе шпинделя станка, модули Artis (GEM TP, GEM GP, GEM SMS, GEM AMS, GEM OR, GEM CTM, GEM AC) устанавливаются на дин-рейки в электрическом шкафу. К входу модулей подключаем датчики вибрации, а к выходу подключаем ПЛК Simatic S5. Именно эти модули после проведенного анализа полученных сигналов с датчиков вибрации принимают решения аварийного останова станка.
С датчика вибрации, установленного на шпинделе станка сигналы поступают в модуль GEMAMS (динамического обнаружения соударений и поломок инструмента и узлов станка). В случае динамического соударения модуль GEMAMS подает сигнал остановки привода подач и аварийного отключения станка в течение < 1 миллисекунд и обеспечивает нераспространение повреждения. Таким образом, GEMAMS обеспечивает надежную защиту станка на основе получаемых сигналов с датчика ускорения.
Блочно-функциональная схема работы системы защиты шпинделей от столкновений, которая применятся Техническим центром, показана на нижерасположенном рисунке.
С датчика вибрации, установленного на шпинделе станка сигналы поступают в модуль GEMAMS (динамического обнаружения соударений и поломок инструмента и узлов станка). В случае динамического соударения модуль GEMAMS подает сигнал остановки привода подач и аварийного отключения станка в течение < 1 миллисекунд и обеспечивает нераспространение повреждения. Таким образом, GEMAMS обеспечивает надежную защиту станка на основе получаемых сигналов с датчика ускорения.
Блочно-функциональная схема работы системы защиты шпинделей от столкновений, которая применятся Техническим центром, показана на нижерасположенном рисунке.
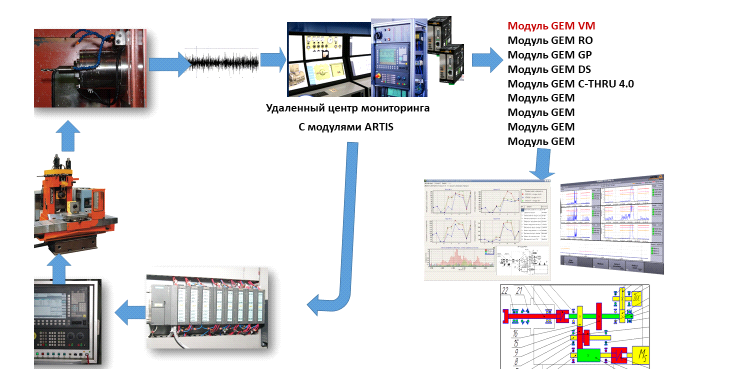
Второе назначение - это удаленный мониторинг с глубокой диагностикой технического состояния узлов станков и технологических процессов. В Техническом центре была разработана и внедрена система удаленного мониторинга с глубокой диагностикой технического состояния узлов станков с ЧПУ на базе УЧПУ модели Sinumeric 840 D sl, контроллеров Simatic S5 b или S7 и модулей Artis.
Сигналы с 3-осевых датчиков, установленных на шпинделе станка, поступают на автоматизированное рабочее место инженера-диагноста, оснащенного набором модулей. В моем примере задействован модуль GEM VM. Данный модуль выдает обработанную информацию в виде графиков, таблиц, протоколов, мнемосхем и рекомендаций.
Блочно-функциональная схема системы мониторинга с глубокой диагностикой технического состояния рабочих узлов станков с ЧПУ на базе модуля GEM VM, которая применятся Техническим центром, показана на нижерасположенном рисунке.
Сигналы с 3-осевых датчиков, установленных на шпинделе станка, поступают на автоматизированное рабочее место инженера-диагноста, оснащенного набором модулей. В моем примере задействован модуль GEM VM. Данный модуль выдает обработанную информацию в виде графиков, таблиц, протоколов, мнемосхем и рекомендаций.
Блочно-функциональная схема системы мониторинга с глубокой диагностикой технического состояния рабочих узлов станков с ЧПУ на базе модуля GEM VM, которая применятся Техническим центром, показана на нижерасположенном рисунке.
На этом я закачиваю данную часть статьи, посвященную автоматизированной модульной системе защиты подвижных узлов станка от столкновений и мониторингу с глубокой диагностикой технического состояния узлов оборудования с ЧПУ на базе модулей производства фирмы ARTIS.